


【中国实用新型】一种管道感应钎焊装置
有权-审定授权 中国
- 申请号:
- CN201821036186.6
- 专利权人:
- 曹银生
- 授权公告日/公开日:
- 2019.01.15
- 专利有效期:
- 2018.07.03-2028.07.03
- 技术分类:
- B23:机床;其他类目中不包括的金属加工
- 转化方式:
- 许可
- 价值度指数:
-
- 58.0分
- 价格:
- 面议
发布人
曹银生
联系人曹银生
-

- 13793694126
-

- 13793694126@163.com

-

- nacaishandong

- 专利信息&法律状态
- 专利自评
- 专利技术文档
- 价值度指数
- 发明人阵容
 著录项
著录项
- 申请号
- CN201821036186.6
- 申请日
- 20180703
- 公开/公告号
- CN208374414U
- 公开/公告日
- 20190115
- 申请/专利权人
- [曹银生]
- 发明/设计人
- [曹银生, 周君昌, 董小玮, 蒋强]
- 主分类号
- B23K3/00
- IPC分类号
- C12N 9/0008(2013.01) C12N 9/16
- CPC分类号
- C12N 9/0008(2013.01) C12N 9/16(2013.01)
- 分案申请地址
- 国省代码
- 山东(37)
- 颁证日
- G06T1/00
- 代理人
- [李树祥]
摘要
本实用新型公开了一种管道感应钎焊装置,包括中高频发生器,中高频发生器上连接有感应头和控制器,控制器上连接有用于检测待焊接部件焊接状态的检测装置,控制器根据检测装置的检测数据控制中高频发生器输出功率大小,进一步控制感应头以实现智能化、自动化焊接。本装置较常规的火焰钎焊,不仅仅是降低了操作难度和提高了钎焊质量,而且大大提高了能源的利用率,降低了焊接工艺的加工成本,该装置符合目前机器替代人的大趋势,具有较高的经济价值和社会价值。
权利要求
权利要求数量(5)
独立权利要求数量(1)
1.一种管道感应钎焊装置,包括中高频发生器(1),中高频发生器(1)上连接有感应头(2)和控制器(3),其特征在于:控制器(3)上连接有用于检测待焊接部件焊接状态的检测装置,控制器(3)根据检测装置的检测数据控制中高频发生器(1)输出功率大小,进一步控制感应头(2)以实现智能化、自动化焊接。
2.根据权利要求1所述的一种管道感应钎焊装置,其特征在于:所述检测装置包括用于检测焊接部位温度的温度传感器(4),温度传感器(4)与控制器(3)电性连接。
3.根据权利要求2所述的一种管道感应钎焊装置,其特征在于:所述控制器(3)上电连接有用于检测钎料是否渗出的颜色识别传感器(5)。
4.根据权利要求3所述的一种管道感应钎焊装置,其特征在于:所述温度传感器(4)为接触式热电阻温度传感器/非接触式红外线温度传感器。
5.根据权利要求4所述的一种管道感应钎焊装置,其特征在于:所述颜色识别传感器(5)为颜色传感器/能够识别钎料渗出的图像识别装置。
说明书
技术领域
本实用新型涉及一种管道焊接装置,具体涉及一种管道感应钎焊装置,可以广泛应用于机电加工制造、化工管道钎焊连接领域。
背景技术
目前市场上的感应焊接设备结构简单,包括:中高频发生器、感应头和控制器;功能单一,主要功能有:时间控制、输出功率手动调节、加热模式调节。实际操作时,只能通过人工手动控制中高频发生器的输出功率,间接控制工件温度,不能直接控制工件温度。钎焊过程操作难度较大,而且,无法判断焊接质量。
例如专利ZL201721288562.6中提出了一种铜管快速连接专用管件,包括一基管,所述基管上设置有可将该基管与待插入管件焊接在一起的焊接装置。
该管件可以解决φ2-φ150的管道的焊接,使连接管件与待连接管件的接口处完全密封,无泄漏,强度高;并且通过设置焊接装置,大大降低了对操作者劳动技能的要求,减少了上焊条的操作,降低了劳动强度和复杂度;而且多个焊口可以同时操作,方便工厂自动化生产线焊接铜管、铜合金;
该专用管件的制造简单,成本低,成本远远低于纳子连接方式,结构简单,便于焊接,可以广泛应用于铜管与铜管、铜管与金属管(可能需要更换焊料的材料)、铜管与其他金属管件的焊接。该种管件连接管道时可以采用火焰加热,也可以采用感应设备进行加热;
但是在采用火焰或者现有的感应设备进行加热时,同样只能通过人工手动控制中高频发生器的输出功率或火焰的大小,间接控制工件温度,不能直接控制工件的温度,钎焊过程操作难度较大,而且无法判断焊接的质量。
发明内容
本实用新型要解决的技术问题是克服现有技术的上述不足,提供一种智能化、全自动的管道感应钎焊装置,该装置能够自动调节焊接温度、自动识别判定焊接质量、自动退出焊接程序。
为解决上述问题,本实用新型采用以下技术方案:一种管道感应钎焊装置,包括中高频发生器,中高频发生器上连接有感应头和控制器,控制器上连接有用于检测待焊接部件焊接状态的检测装置,控制器根据检测装置的检测数据控制中高频发生器输出功率大小,进一步控制感应头以实现智能化、自动化焊接。
以下是本实用新型对上述方案的进一步优化:所述检测装置包括用于检测焊接部位温度的温度传感器以及用于检测钎料是否渗出的颜色识别传感器,温度传感器、颜色识别传感器与控制器电性连接。
进一步优化:所述温度传感器为接触式热电阻温度传感器/非接触式红外线温度传感器。
进一步优化:所述颜色识别传感器为颜色传感器或能够识别钎料渗出的图像识别装置。
本装置较常规的火焰钎焊,不仅仅是降低了操作难度和提高了钎焊质量,而且大大提高了能源的利用率,降低了焊接工艺的加工成本,解决了常规火焰加热,火焰的绝大部分能量都白白浪费掉,用来加热工件的能量不足30%,甚至更低的问题,感应加热方式的能量利用率远远超过了常规火焰加热,故其成本也大大降低,这种方式的成本降低,如果仅仅是在维修和安装过程中可能微不足道,但是当大批量的生产加工制造制冷设备时,比如家用空调—中国每年的家用空调产量约为6000万台,其节能减排的效益是非常巨大的;
而且本装置配合不同的夹具可以用来钎焊不同管径的管道,不仅可以制作成便携式工具用以现场的维修、安装,也可以制作成大型的钎焊设备用以制冷、化工、船舶行业的设备自动化制造,该装置符合目前机器替代人的大趋势,具有较高的经济价值和社会价值。
下面结合附图和实施例对本实用新型进一步说明。
附图说明
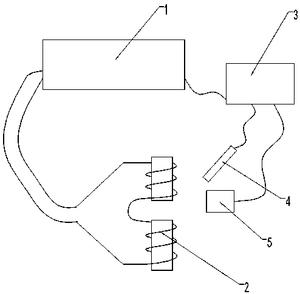
图1为本实用新型在实施例中的结构示意图。
图中:1-中高频发生器;2-感应头;3-控制器;4-温度传感器;5-颜色识别传感器。
具体实施方式
实施例,如图1所示,一种管道感应钎焊装置,包括中高频发生器1,中高频发生器1的一端通过动力线与感应头2连接并形成回路,另一端电连接有用于控制其输出功率大小和是否停止的控制器3,控制器3上连接有用于检测待焊接部件焊接状态的检测装置,控制器3根据检测装置的检测数据控制中高频发生器1输出功率大小,进一步控制感应头2以实现智能化、自动化焊接。
所述检测装置包括用于检测焊接部位温度的温度传感器4,通过温度传感器4可以对焊接部位的温度进行实时检测。
所述温度传感器4与控制器3电性连接,温度传感器4将检测的信号传输至控制器3。
所述温度传感器4可以是接触式热电阻温度传感器,也可是非接触式红外线温度传感器。
所述控制器3的一端电连接有用于检测钎料是否渗出的颜色识别传感器5,通过颜色识别传感器5可以对钎料是否渗出焊缝进行检测,并将检测的数据传输至控制器3。
所述颜色识别传感器5在焊接时设置在待焊接部件远离感应头2的一侧,这样从待焊接部件靠近感应头2的一侧上钎料,待钎料到达待焊接部件靠近颜色识别传感器5便可对其进行识别,同时利用待焊接部件的遮挡防止在刚开始上焊料时,颜色识别传感器5便对钎料进行了颜色识别。
所述颜色识别传感器5可以为颜色传感器,也可以是能够识别钎料渗出的图像识别装置。
所述动力线为电线或导线。
所述感应头2根据使用工况,一般采用水冷却、空气冷却或其他冷却方式进行降温。
采用上述管道感应钎焊装置的焊接工艺,包括以下步骤:
A.将中高频发生器1和控制器3与电源连接,中高频发生器1将220v、50hz的工频交流电转变成中频或高频的交流电,并且通过电线传送给感应头2,中频或高频的交流电在感应头2内产生交变的磁场;
B.根据待钎焊的钎焊母材和钎料设定钎焊温度以及冷却温度(室温)
例如当紫铜和紫铜钎焊时,采用B-Cu94P或B-Cu94P钎料时,钎焊温度设定值为810℃-900℃中的某一温度,具体可以是850℃;当紫铜和紫铜钎焊时,采用B-Cu91PAg钎料时,钎焊温度设定值为750℃-810℃中的某一温度,具体可以是780℃;
C.将感应头2和检测装置靠近待钎焊区域,并对待钎焊区域进行加热和检测
当感应头2靠近待钎焊的铜管和管件时,交变的磁场在铜管和管件的表面或浅层形成涡流电流,该电流产生热效应加热铜管及管件;温度传感器4探测铜管和管件的温度,并以电信号的形式(4-20mA的电流信号或0-10V的电压信号)传送给控制器3;
控制器3根据电信号解析出管件和管件的温度,进行PID运算,控制中高频发生器1的输出功率,进而控制涡流电流的大小,进行提升铜管和管件温度以及控制管件温度在钎焊过程中不同阶段不同的设定值,例如钎焊温度;
D.焊接
对于常规的钎焊,达到设定温度后,控制器3发出声光电信号提示可以上钎料,在颜色识别传感器5对面方向的铜管与管件的连接缝隙处上钎料,钎料可以手动送丝,也可以机械送丝,还可以自动化机构送丝,钎料在钎焊温度下熔化为液态,并沿着缝隙进行圆周向和轴向两个方向的渗透;
当钎料沿着圆周方向渗透至颜色识别传感器5的识别范围内时,颜色识别传感器5感应的颜色发生变化并将电信号送至控制器3,控制器3根据颜色识别传感器5的信号变化判定钎料是否渗透完成,并控制中高频发生器1是否停止功率输出,并以声光电的形式通知操作者或送丝设备钎焊,操作者或送丝设备根据控制器3的提示或命令,停止上钎料,待到铜管和管件冷却至设定值(室温)时,控制器3发出声光电信号提示钎焊完成。
对于专利号ZL201721288562.6中提到的一种铜管快速连接管件与管道钎焊连接时,钎焊过程将更加容易,达到钎焊温度后,管件内置的钎料环在管件与铜管的缝隙中沿着轴向往外渗透,并最终渗透出管件暴露在铜管表面处;
颜色识别传感器5根据钎料渗透在铜管表面颜色发生的变化,将信号送至控制器3,控制器3根据颜色识别传感器5的信号,判定维持钎焊温度还是停止加热,停止加热一段时间,铜管和管件冷却至设定温度时,控制器3发出声光电信号,提示钎焊完成。
本焊接工艺可以较严格的控制待钎焊工件的温度,不仅仅可以降低操作难度,比如铝和铝合金的钎焊,还给一些特殊金属材料的钎焊带来了意想不到的结果,例如在不锈钢材料的钎焊中,过高的温度会使奥氏体不锈钢的晶粒严重长大;而在敏化温度区间又会使碳化铬析出降低耐腐蚀性;过高的温度还会使不锈钢表面发生氧化而导致钎料不渗透。
本实施例中,以铜和铜合金的钎焊为例说明钎焊的全过程,本装置及焊接工艺同样可以用于其他金属与金属、金属与非金属的钎焊。
以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点,对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型,因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
价值度评估
技术价值
经济价值
法律价值
0 0 058.0分
0 50 75 100专利价值度是通过科学的评估模
型对专利价值进行量化的结果,
基于专利大数据针对专利总体特
征指标利用计算机自动化技术对
待评估专利进行高效、智能化的
分析,从技术、经济和法律价值
三个层面构建专利价值评估体
系,可以有效提升专利价值评估
的质量和效率。
总评:58.0分
该专利价值中等 (仅供参考)
本专利文献中包含【1 个实施例】、【4 个技术分类】,从一定程度上而言上述指标的数值越大可以反映出所述专利的技术保护及应用范围越广。 【专利权的维持时间6 年】专利权的维持时间越长,其价值对于权利人而言越高。
技术价值 30.0
该指标主要从专利申请的著录信息、法律事件等内容中挖掘其技术价值,专利类型、独立权利要求数量、无效请求次数等内容均可反映出专利的技术性价值。 技术创新是专利申请的核心,若您需要进行技术借鉴或寻找可合作的项目,推荐您重点关注该指标。
部分指标包括:
授权周期(发明)
6 个月独立权利要求数量
1 个从属权利要求数量
4 个说明书页数
4 页实施例个数
1 个发明人数量
4 个被引用次数
0 次引用文献数量
0 个优先权个数
0 个技术分类数量
4 个无效请求次数
0 个分案子案个数
0 个同族专利数
0 个专利获奖情况
无保密专利的解密
否经济价值 6.0
该指标主要指示了专利技术在商品化、产业化及市场化过程中可能带来的预期利益。 专利技术只有转化成生产力才能体现其经济价值,专利技术的许可、转让、质押次数等指标均是其经济价值的表征。 因此,若您希望找到行业内的运用广泛的热点专利技术及侵权诉讼中的涉案专利,推荐您重点关注该指标。
部分指标包括:
申请人数量
1申请人类型
个人许可备案
0 次权利质押
0 次权利转移
0 个海关备案
否法律价值 22.0
该指标主要从专利权的稳定性角度评议其价值。专利权是一种垄断权,但其在法律保护的期间和范围内才有效。 专利权的存续时间、当前的法律状态可反映出其法律价值。故而,若您准备找寻权属稳定且专利权人非常重视的专利技术,推荐您关注该指标。
部分指标包括:
存活期/维持时间
6法律状态
有权-审定授权







 苏公网安备 32041202001399号
苏公网安备 32041202001399号



 loading...
loading...