






【中国实用新型】一种铜管快速连接管件
有权-审定授权 中国
- 申请号:
- CN201721288562.6
- 专利权人:
- 曹银生
- 授权公告日/公开日:
- 2018.06.01
- 专利有效期:
- 2017.10.09-2027.10.09
- 技术分类:
- B23:机床;其他类目中不包括的金属加工
- 转化方式:
- 许可
- 价值度指数:
-
- 58.0分
- 价格:
- 面议
发布人
曹银生
联系人曹银生
-

- 13793694126
-

- 13793694126@163.com

-

- nacaishandong

- 专利信息&法律状态
- 专利自评
- 专利技术文档
- 价值度指数
- 发明人阵容
 著录项
著录项
- 申请号
- CN201721288562.6
- 申请日
- 20171009
- 公开/公告号
- CN207431449U
- 公开/公告日
- 20180601
- 申请/专利权人
- [曹银生]
- 发明/设计人
- [曹银生, 王文文, 蒋强, 吴贵花]
- 主分类号
- B23K1/00
- IPC分类号
- C12N 9/0008(2013.01) C12N 9/16
- CPC分类号
- C12N 9/0008(2013.01) C12N 9/16(2013.01)
- 分案申请地址
- 国省代码
- 山东(37)
- 颁证日
- G06T1/00
- 代理人
- [李树祥]
摘要
本实用新型公开了一种铜管快速连接管件,包括一基管,所述基管上设置有可将该基管与待插入管件焊接在一起的焊接装置;本实用新型可以解决φ2?φ150的管道的焊接,使连接管件与待连接管件的接口处完全密封,无泄漏,强度高,可以广泛应用于铜管与铜管、铜管与金属管、铜管与其他金属管件的焊接。
权利要求
权利要求数量(9)
独立权利要求数量(1)
1.一种铜管快速连接管件,包括一基管(2),其特征在于:所述基管(2)上设置有可将该 基管(2)与待插入管件焊接在一起的焊接装置。
2.根据权利要求1所述的一种铜管快速连接管件,其特征在于:焊接装置为C型结构的 焊料(1),该焊料(1)的当量直径为1-10mm。
6.根据权利要求2所述的一种铜管快速连接管件,其特征在于:所述基管(2)上一体连 接有至少一个内径大于基管(2)内径的支管(4),焊接装置设置在支管(4)内靠近中部/端部 的位置。
7.根据权利要求6所述的一种铜管快速连接管件,其特征在于:所述支管(4)内与焊料 (1)相对应的位置分别设置有可容纳焊料(1)的U型截面的第二环形槽(3)。
8.根据权利要求7所述的一种铜管快速连接管件,其特征在于:第二环形槽(3)的外部 断面的内径比支管(4)的内径大1-10mm。
9.根据权利要求6所述的一种铜管快速连接管件,其特征在于:所述支管(4)内与焊料 (1)相对应的位置分别设置有可放置焊料(1)的喇叭口(5)。
3.根据权利要求1或2所述的一种铜管快速连接管件,其特征在于:焊接装置设置在基 管(2)内靠近端部的位置。
4.根据权利要求3所述的一种铜管快速连接管件,其特征在于:基管(2)内与焊料(1)相 对应的位置分别设置有可容纳焊料(1)的U型截面的第一环形槽(8)。
5.根据权利要求4所述的一种铜管快速连接管件,其特征在于:第一环形槽(8)的外部 断面的内径比基管(2)的内径大1-10mm。
说明书
技术领域
本实用新型涉及一种铜管快速连接管件,该实用新型可以广泛应用于机电加工制 造、化工管道连接,尤其可用于空调管路连接领域。
背景技术
目前空调设备的管路以及换热器通常采用铜管,铜管的连接方式主要有两种:钎 焊焊接和纳子连接。
钎焊焊接方式焊接牢固、密封良好;但是需要焊接材料—氧气、乙炔、焊条和助焊 剂,不便于携带,存在危险性,在某些场合中铜管的周围存在易燃材料等不能焊接,工作卫 生条件差会对操作者的嗅觉和视力有伤害,不便于工业自动化连接铜管及管件等等诸多情 况下使用。
纳子连接采用机械密封,将铜管一端制作喇叭口,喇叭口的内面与纳子接头的外 锥面相互贴合,最后通过螺纹将密封面压紧。纳子连接方式不用携带焊接设备及材料,专用 工具也非常便于携带,连接操作时间很短,广泛应用在家用空调室内机和室外机的连接;
但是密封面密封效果不是很理想,容易产生泄露,比如现在家用空调的故障主要 是制冷剂不足。
铜管的连接除了以上两种连接方式还用其他的连接方式,但是总是存在一些不 足,或者是连接强度低,或者是造价过高,或者是容易泄露。
发明内容
本实用新型要解决的技术问题是克服现有技术的上述不足,提供一种密封效果 好、成本低、易加工、对操作者技能要求低、连接时间短的铜管快速连接管件。
为了解决上述问题,本实用新型采用以下技术方案:
一种铜管快速连接管件,包括一基管,所述基管上设置有可将该基管与待插入管 件焊接在一起的焊接装置。
以下是本实用新型对上述方案的进一步优化:
所述焊接装置为C型结构的焊料,该焊料的当量直径为1-10mm。
进一步优化:所述焊接装置设置在基管内靠近端部的位置。
进一步优化:所述基管内与焊料相对应的位置分别设置有可容纳焊料的U型截面 的第一环形槽。
进一步优化:所述第一环形槽的外部断面的内径比基管的内径大1-10mm,最佳是 1-2mm。
进一步优化:所述基管上一体连接有至少一个内径大于基管内径的支管,焊接装 置设置在支管内靠近中部的位置。
进一步优化:所述基管上一体连接有至少一个内径大于基管内径的支管,焊接装 置设置在支管内靠近端部的位置。
进一步优化:所述支管内与焊料相对应的位置分别设置有可容纳焊料的U型截面 的第二环形槽。
进一步优化:所述第二环形槽的外部断面的内径比支管的内径大1-10mm,最佳是 1-2mm。
进一步优化:所述支管内与焊料相对应的位置分别设置有可放置焊料的喇叭口。
本实用新型可以解决φ2-φ150的管道的焊接,使连接管件与待连接管件的接口 处完全密封,无泄漏,强度高;并且通过设置焊接装置,大大降低了对操作者劳动技能的要 求,减少了上焊条的操作,降低了劳动强度和复杂度;而且多个焊口可以同时操作,方便工 厂自动化生产线焊接铜管、铜合金;本实用新型的专用管件的制造简单,成本低,成本远远 低于纳子连接方式,结构简单,便于焊接,可以广泛应用于铜管与铜管、铜管与金属管(可能 需要更换焊料的材料)、铜管与其他金属管件的焊接。
下面通过附图和实施例对本实用新型作进一步说明。
附图说明
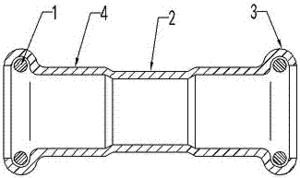
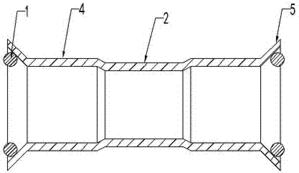
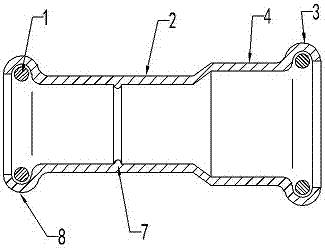
图1为本实用新型在实施例1中的结构示意图;
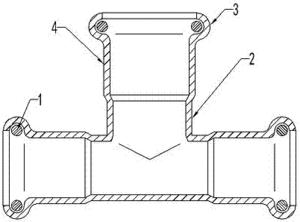
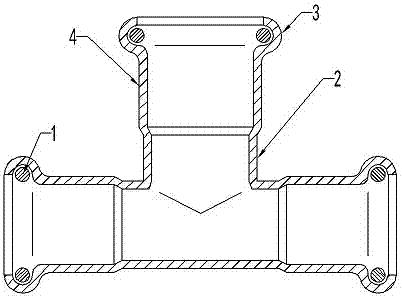
图2为本实用新型在实施例2中的结构示意图;
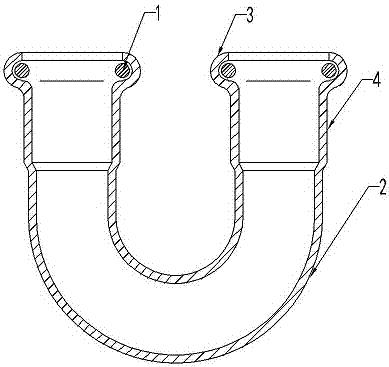
图3为本实用新型在实施例3中的结构示意图;
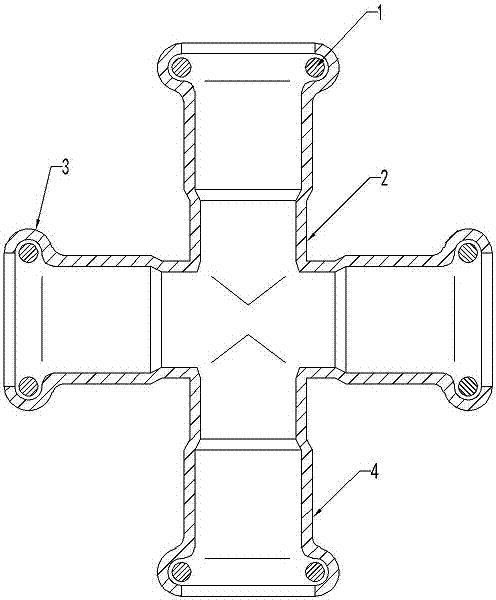
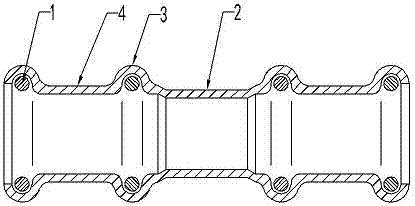
图4为本实用新型在实施例4中的结构示意图;
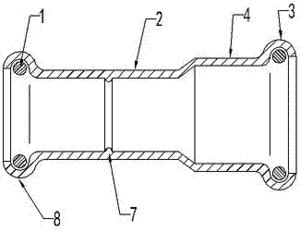
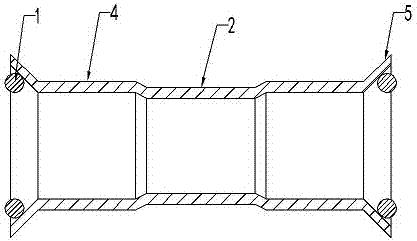
图5为本实用新型在实施例5中的结构示意图;
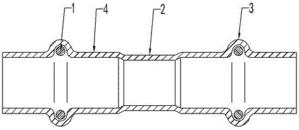
图6为本实用新型在实施例6中的结构示意图;
图7为本实用新型在实施例7中的结构示意图;
图8为本实用新型在实施例8中的结构示意图;
图9为本实用新型在实施例9中的结构示意图。
图中:1-焊料;2-基管;3-第二环形槽;4-支管;5-喇叭口;7-凸台;8-第一环形槽。
具体实施方式
实施例1,如图1所示,一种铜管快速连接管件,包括圆筒形结构的基管2,基管2上 一体连接有对称设置的两支管4,每个支管4之间相互连通,每个支管4上至少设有一个将该 支管4与待插入管件焊接在一起的焊接装置。
所述基管2采用易与铜管和铜合金以及其他金属焊接的金属,尤其指紫铜、黄铜。
所述基管2的内径小于或等于支管4的内径、大于等于待插入管件的内径,这样设 计可以保证流体流通时不会产生压降和节流作用,同时起到控制待插入管件插入长度的作 用,并可以保证焊接质量。
所述每个支管4的内径比待插入管件的外径略大,以满足铜钎焊缝隙尺寸的要求。
所述每个支管4的内径沿该支管4远离基管2的一端向靠近基管2的一端的方向依 次减小,这样设计可以控制插入管件的插入深度,以满足钎焊工艺为准。
所述焊接装置分别设置在每个支管4远离基管2的一端或靠近基管2的一端。
所述焊接装置为C型结构的焊料1,焊料1的当量直径为1-10mm,且焊料1的横截面 可以是圆形、矩形,也可以是其他形状。
所述每个支管4上远离基管2的一端或靠近基管2的一端分别与焊料1相对应的位 置一体连接有可容纳焊料1的第二环形槽3,且每个第二环形槽3的截面均为U型。
所述每个第二环形槽3的外部断面的内径比该支管4的内径大1-10mm,最佳是1- 2mm,当待插入管件插入该支管4后,该第二环形槽3与内插的管件留有1-10mm的间隙可以用 来观察焊缝焊接质量。
上述铜管快速连接管件的连接工艺,包括以下步骤:
a.选料
所述焊料1可以采用磷铜焊料,也可以采用含银的磷铜焊料,也可以采用黄铜焊 料,具体采用的材料根据焊接工件与基管2的材料决定,以满足钎焊工艺为准;例如紫铜和 紫铜焊接采用磷铜焊料、含银的磷铜焊料,紫铜和黄铜焊接采用含银的磷铜焊料,紫铜和黑 色金属焊接采用黄铜焊料。
b.清洁和涂抹焊剂
焊接时,将待插入管件和支管4两者接触的部分表面进行清洁,并将焊剂涂抹至待 插入管件上;
当支管4与铜管焊接时,首先清洁铜管端部外表面;
当支管4与铜合金焊接时,除了清洁端部外表面还要涂抹助焊剂;
当支管4与不锈钢管焊接时,进行充惰性气体,防止不锈钢氧化,保证焊接质量;
然后将待插入管件插入相应的支管4中,同时支管4中间的变径可以控制插入深 度。
c.选择加热的方法
焊接部位的加热有多种方法,可以采用新型的市售感应焊接设备加热,也可以采 用传统的乙炔-氧气、液化气-氧气或其他火焰加热。
d.焊接
(1)、采用感应焊接设备时,将感应线圈放置在第二环形槽3的位置,即插入管件与 支管4插接重叠的部位,当支管4和插入管件的温度达到对应的钎焊温度,例如600℃-750℃ 时,焊料1融化为液体,此时由于毛细作用,焊料液体渗透流入焊缝中,自然冷却,观察焊缝 质量,完成操作。
(2)、采用火焰加热时,将支管4加热至深红色,焊料1融化为液体,此时由于毛细作 用,焊料液体渗透流入焊缝中,自然冷却,观察焊缝质量,完成操作。
本实用新型与传统钎焊、纳子连接的对比如下:
项目 本实用新型 传统钎焊 纳子连接
强度 强 强 弱
密封性 零泄漏 零泄漏 易泄露
使用寿命 长 长 一般
劳动者技能要求 低 高 高
成本 很低 低 较高
可操作性 简单 复杂 简单
能否适应自动化生产线 能 难度较大 难度较大
能否实现铜与其他金属的密封连接 容易 难度较大 难度较大
是否有明火 采用感应加热时没有明火 是 否
实施例2,如图2所示,一种铜管快速连接管件,包括基管2,基管2上一体连接有三 个支管4,每个支管4之间相互连通,每个支管4上至少设有一个将该支管4与待插入管件焊 接在一起的焊接装置。
所述基管2采用易与铜管和铜合金以及其他金属焊接的金属,尤其指紫铜、黄铜, 且基管2内开设有与每个支管4连通的空腔。
所述基管2的内径小于或等于支管4的内径、大于等于待插入管件的内径,这样设 计可以保证流体流通时不会产生压降和节流作用,同时起到控制待插入管件插入长度的作 用,并可以保证焊接质量。
所述三个支管4与基管2一体连接形成T型结构或Y型结构或异型结构,其具体结构 可根据需要自行设计。
所述每个支管4的内径均比待插入管件的外径略大,以满足铜钎焊缝隙尺寸的要 求。
所述每个支管4的内径沿该支管4远离基管2的一端向靠近基管2的一端的方向依 次减小,这样设计可以控制插入管件的插入深度,以满足钎焊工艺为准。
所述焊接装置分别设置在每个支管4远离基管2的一端或靠近基管2的一端。
所述焊接装置为C型结构的焊料1,焊料1的当量直径为1-10mm,且焊料1的横截面 可以是圆形、矩形,也可以是其他形状。
所述每个支管4上远离基管2的一端或靠近基管2的一端分别与焊料1相对应的位 置一体连接有能容纳焊料1的第二环形槽3,且每个第二环形槽3的截面均为U型。
所述每个第二环形槽3的外部断面的内径比该支管4的内径大1-10mm,最佳是1- 2mm,当待插入管件插入该支管4后,该第二环形槽3与内插的管件留有1-10mm的间隙可以用 来观察焊缝焊接质量。
上述铜管快速连接管件的连接工艺,包括以下步骤:
a.选料
所述焊料1可以采用磷铜焊料,也可以采用含银的磷铜焊料,也可以采用黄铜焊 料,具体采用的材料根据焊接工件与基管2的材料决定,以满足钎焊工艺为准;例如紫铜和 紫铜焊接采用磷铜焊料、含银的磷铜焊料,紫铜和黄铜焊接采用含银的磷铜焊料,紫铜和黑 色金属焊接采用黄铜焊料。
b.清洁和涂抹焊剂
焊接时,将待插入管件和支管4两者接触的部分表面进行清洁,并将焊剂涂抹至待 插入管件上;
当支管4与铜管焊接时,首先清洁铜管端部外表面;
当支管4与铜合金焊接时,除了清洁端部外表面还要涂抹助焊剂;
当支管4与不锈钢管焊接时,进行充惰性气体,防止不锈钢氧化,保证焊接质量;
然后将待插入管件插入相应的支管4中,同时支管4中间的变径可以控制插入深 度。
c.选择加热的方法
焊接部位的加热有多种方法,可以采用新型的市售感应焊接设备加热,也可以采 用传统的乙炔-氧气、液化气-氧气或其他火焰加热。
d.焊接
(1)、采用感应焊接设备时,将感应线圈放置在第二环形槽3的位置,即插入管件与 支管4插接重叠的部位,当支管4和插入管件的温度达到对应的钎焊温度,例如600℃-750℃ 时,焊料1融化为液体,此时由于毛细作用,焊料液体渗透流入焊缝中,自然冷却,观察焊缝 质量,完成操作。
(2)、采用火焰加热时,将支管4加热至深红色,焊料1融化为液体,此时由于毛细作 用,焊料液体渗透流入焊缝中,自然冷却,观察焊缝质量,完成操作。
本实用新型与传统钎焊、纳子连接的对比如下:
项目 本实用新型 传统钎焊 纳子连接
强度 强 强 弱
密封性 零泄漏 零泄漏 易泄露
使用寿命 长 长 一般
劳动者技能要求 低 高 高
成本 很低 低 较高
可操作性 简单 复杂 简单
能否适应自动化生产线 能 难度较大 难度较大
能否实现铜与其他金属的密封连接 容易 难度较大 难度较大
是否有明火 采用感应加热时没有明火 是 否
实施例3,如图3所示,一种铜管快速连接管件,包括U型结构的基管2,基管2上一体 连接有两个轴线不在同一直线上的支管4,两支管4之间相互连通,每个支管4上至少设有一 个将该支管4与待插入管件焊接在一起的焊接装置。
所述基管2采用易与铜管和铜合金以及其他金属焊接的金属,尤其指紫铜、黄铜, 且基管2内开设有与每个支管4连通的截面为圆形的空腔。
所述基管2的内径小于或等于支管4的内径、大于等于待插入管件的内径,这样设 计可以保证流体流通时不会产生压降和节流作用,同时起到控制待插入管件插入长度的作 用,并可以保证焊接质量。
所述每个支管4的内径均比待插入管件的外径略大,以满足铜钎焊缝隙尺寸的要 求。
所述每个支管4的内径沿该支管4远离基管2的一端向靠近基管2的一端的方向依 次减小,这样设计可以控制插入管件的插入深度,以满足钎焊工艺为准。
所述焊接装置分别设置在每个支管4远离基管2的一端或靠近基管2的一端。
所述焊接装置为C型结构的焊料1,焊料1的当量直径为1-10mm,且焊料1的横截面 可以是圆形、矩形,也可以是其他形状。
所述每个支管4上远离基管2的一端或靠近基管2的一端分别与焊料1相对应的位 置一体连接有能容纳焊料1的第二环形槽3,且每个第二环形槽3的截面均为U型。
所述每个第二环形槽3的外部断面的内径比该支管4的内径大1mm-10mm,最佳是 1mm-2mm,当待插入管件插入该支管4后,该第二环形槽3与内插的管件留有1mm-10mm的间隙 可以用来观察焊缝焊接质量。
上述铜管快速连接管件的连接工艺,包括以下步骤:
a.选料
所述焊料1可以采用磷铜焊料,也可以采用含银的磷铜焊料,也可以采用黄铜焊 料,具体采用的材料根据焊接工件与基管的材料决定,以满足钎焊工艺为准;例如紫铜和紫 铜焊接采用磷铜焊料、含银的磷铜焊料,紫铜和黄铜焊接采用含银的磷铜焊料,紫铜和黑色 金属焊接采用黄铜焊料。
b.清洁和涂抹焊剂
焊接时,将待插入管件和支管4两者接触的部分表面进行清洁,并将焊剂涂抹至待 插入管件上;
当支管4与铜管焊接时,首先清洁铜管端部外表面;
当支管4与铜合金焊接时,除了清洁端部外表面还要涂抹助焊剂;
当支管4与不锈钢管焊接时,进行充惰性气体,防止不锈钢氧化,保证焊接质量;
然后将待插入管件插入相应的支管4中,同时支管4中间的变径可以控制插入深 度。
c.选择加热的方法
焊接部位的加热有多种方法,可以采用新型的市售感应焊接设备加热,也可以采 用传统的乙炔-氧气、液化气-氧气或其他火焰加热。
d.焊接
(1)、采用感应焊接设备时,将感应线圈放置在第二环形槽3的位置,即插入管件与 支管4插接重叠的部位,当支管4和插入管件的温度达到对应的钎焊温度,例如600℃-750℃ 时,焊料1融化为液体,此时由于毛细作用,焊料液体渗透流入焊缝中,自然冷却,观察焊缝 质量,完成操作。
(2)、采用火焰加热时,将支管4加热至深红色,焊料1融化为液体,此时由于毛细作 用,焊料液体渗透流入焊缝中,自然冷却,观察焊缝质量,完成操作。
本实用新型与传统钎焊、纳子连接的对比如下:
项目 本实用新型 传统钎焊 纳子连接
强度 强 强 弱
密封性 零泄漏 零泄漏 易泄露
使用寿命 长 长 一般
劳动者技能要求 低 高 高
成本 很低 低 较高
可操作性 简单 复杂 简单
能否适应自动化生产线 能 难度较大 难度较大
能否实现铜与其他金属的密封连接 容易 难度较大 难度较大
是否有明火 采用感应加热时没有明火 是 否
实施例4,如图4所示,一种铜管快速连接管件,包括十字型结构的基管2,基管2上 一体连接有四个对称设置的的支管4,每个支管4之间相互连通,每个支管4上至少设有一个 将该支管4与待插入管件焊接在一起的焊接装置。
所述基管2采用易与铜管和铜合金以及其他金属焊接的金属,尤其指紫铜、黄铜, 且基管2内开设有与每个支管4连通的空腔。
所述基管2的内径小于或等于支管4的内径、大于等于待插入管件的内径,这样设 计可以保证流体流通时不会产生压降和节流作用,同时起到控制待插入管件插入长度的作 用,并可以保证焊接质量。
所述每个支管4的内径均比待插入管件的外径略大,以满足铜钎焊缝隙尺寸的要 求。
所述每个支管4的内径沿该支管4远离基管2的一端向靠近基管2的一端的方向依 次减小,这样设计可以控制插入管件的插入深度,以满足钎焊工艺为准。
所述焊接装置分别设置在每个支管4远离基管2的一端或靠近基管2的一端。
所述焊接装置为C型结构的焊料1,焊料1的当量直径为1-10mm,且焊料1的横截面 可以是圆形、矩形,也可以是其他形状。
所述每个支管4上远离基管2的一端或靠近基管2的一端分别与焊料1相对应的位 置一体连接有能容纳焊料1的第二环形槽3,且每个第二环形槽3的截面均为U型。
所述每个第二环形槽3的外部断面的内径比该支管4的内径大1-10mm,最佳是1- 2mm,当待插入管件插入该支管4后,该第二环形槽3与内插的管件留有1-10mm的间隙可以用 来观察焊缝焊接质量。
上述铜管快速连接管件的连接工艺,包括以下步骤:
a.选料
所述焊料1可以采用磷铜焊料,也可以采用含银的磷铜焊料,也可以采用黄铜焊 料,具体采用的材料根据焊接工件与基管2的材料决定,以满足钎焊工艺为准;例如紫铜和 紫铜焊接采用磷铜焊料、含银的磷铜焊料,紫铜和黄铜焊接采用含银的磷铜焊料,紫铜和黑 色金属焊接采用黄铜焊料。
b.清洁和涂抹焊剂
焊接时,将待插入管件和支管4两者接触的部分表面进行清洁,并将焊剂涂抹至待 插入管件上;
当支管4与铜管焊接时,首先清洁铜管端部外表面;
当支管4与铜合金焊接时,除了清洁端部外表面还要涂抹助焊剂;
当支管4与不锈钢管焊接时,进行充惰性气体,防止不锈钢氧化,保证焊接质量;
然后将待插入管件插入相应的支管4中,同时支管4中间的变径可以控制插入深 度。
c.选择加热的方法
焊接部位的加热有多种方法,可以采用新型的市售感应焊接设备加热,也可以采 用传统的乙炔-氧气、液化气-氧气或其他火焰加热。
d.焊接
(1)、采用感应焊接设备时,将感应线圈放置在第二环形槽3的位置,即插入管件与 支管4插接重叠的部位,当支管4和插入管件的温度达到对应的钎焊温度,例如600℃-750℃ 时,焊料1融化为液体,此时由于毛细作用,焊料液体渗透流入焊缝中,自然冷却,观察焊缝 质量,完成操作。
(2)、采用火焰加热时,将支管4加热至深红色,焊料1融化为液体,此时由于毛细作 用,焊料液体渗透流入焊缝中,自然冷却,观察焊缝质量,完成操作。
本实用新型与传统钎焊、纳子连接的对比如下:
项目 本实用新型 传统钎焊 纳子连接
强度 强 强 弱
密封性 零泄漏 零泄漏 易泄露
使用寿命 长 长 一般
劳动者技能要求 低 高 高
成本 很低 低 较高
可操作性 简单 复杂 简单
能否适应自动化生产线 能 难度较大 难度较大
能否实现铜与其他金属的密封连接 容易 难度较大 难度较大
是否有明火 采用感应加热时没有明火 是 否
实施例5,如图5所示,一种铜管快速连接管件,包括圆筒型结构的基管2,基管2的 一端一体连接有支管4,基管2与支管4上至少设有一个将该支管4或基管2与待插入管件焊 接在一起的焊接装置。
所述基管2采用易与铜管和铜合金以及其他金属焊接的金属,尤其指紫铜、黄铜。
所述基管2的内径小于支管4的内径、大于等于待插入管件的内径,这样设计可以 保证流体流通时不会产生压降和节流作用,同时起到控制待插入管件插入长度的作用,并 可以保证焊接质量。
所述支管4的内径比待插入管件的外径略大,以满足铜钎焊缝隙尺寸的要求。
所述支管4的内径比基管2的内径大,这样设计便于将不同口径的管件进行连接。
所述支管4的内径沿该支管4远离基管2的一端向靠近基管2的一端的方向依次减 小,这样设计可以控制插入管件的插入深度,以满足钎焊工艺为准。
所述基管2内壁上靠近中部的位置设置有具有一定高度的环形结构的凸台7,该凸 台7用于限制插入管件的插入深度。
所述焊接装置分别设置在支管4上远离基管2的一端或靠近基管2的一端和基管2 上远离支管4的一端或靠近凸台7的位置。
所述焊接装置均为C型结构的焊料1,焊料1的当量直径为1-10mm,且焊料1的横截 面可以是圆形、矩形,也可以是其他形状。
所述支管4上远离基管2的一端或靠近基管2的一端与焊料1相对应的位置一体连 接有能容纳焊料1的第二环形槽3。
所述基管2上与焊料1相对应的位置一体连接有能容纳焊料1的第一环形槽8。
所述第一环形槽8和第二环形槽3的截面均为U型。
所述第一环形槽8的外部断面的内径比其所在的基管2的内径大1-10mm,最佳是1- 2mm,当待插入管件插入该基管2后,该第一环形槽8与内插的管件留有1-10mm的间隙可以用 来观察焊缝焊接质量。
所述第二环形槽3的外部断面的内径比其所在的支管4的内径大1-10mm,最佳是1- 2mm,当待插入管件插入该支管4后,该第二环形槽3与内插的管件留有1-10mm的间隙可以用 来观察焊缝焊接质量。
上述铜管快速连接管件的连接工艺,包括以下步骤:
a.选料
所述焊料1可以采用磷铜焊料,也可以采用含银的磷铜焊料,也可以采用黄铜焊 料,具体采用的材料根据焊接工件与基管的材料决定,以满足钎焊工艺为准;例如紫铜和紫 铜焊接采用磷铜焊料、含银的磷铜焊料,紫铜和黄铜焊接采用含银的磷铜焊料,紫铜和黑色 金属焊接采用黄铜焊料。
b.清洁和涂抹焊剂
焊接时,将待插入管件和支管4或基管2两者接触的部分表面进行清洁,并将焊剂 涂抹至待插入管件上;
当支管4或基管2与铜管焊接时,首先清洁铜管端部外表面;
当支管4或基管2与铜合金焊接时,除了清洁端部外表面还要涂抹助焊剂;
当支管4或基管2与不锈钢管焊接时,进行充惰性气体,防止不锈钢氧化,保证焊接 质量;
然后将待插入管件插入相应的支管4或基管2中,同时支管4中间的变径可以控制 插入深度,基管2中的凸台7可以控制内插管件插入该基管2的深度。
c.选择加热的方法
焊接部位的加热有多种方法,可以采用新型的市售感应焊接设备加热,也可以采 用传统的乙炔-氧气、液化气-氧气或其他火焰加热。
d.焊接
(1)、采用感应焊接设备时,将感应线圈放置在第一环形槽8或第二环形槽3的位 置,即插入管件与支管4或基管2插接重叠的部位,当支管4或基管2和插入管件的温度达到 对应的钎焊温度,例如600℃-750℃时,焊料1融化为液体,此时由于毛细作用,焊料液体渗 透流入焊缝中,自然冷却,观察焊缝质量,完成操作。
(2)、采用火焰加热时,将支管4或基管2加热至深红色,焊料1融化为液体,此时由 于毛细作用,焊料液体渗透流入焊缝中,自然冷却,观察焊缝质量,完成操作。
本实用新型与传统钎焊、纳子连接的对比如下:
项目 本实用新型 传统钎焊 纳子连接
强度 强 强 弱
密封性 零泄漏 零泄漏 易泄露
使用寿命 长 长 一般
劳动者技能要求 低 高 高
成本 很低 低 较高
可操作性 简单 复杂 简单
能否适应自动化生产线 能 难度较大 难度较大
能否实现铜与其他金属的密封连接 容易 难度较大 难度较大
是否有明火 采用感应加热时没有明火 是 否
实施例6,如图6所示,一种铜管快速连接管件,包括圆筒状结构的基管2,基管2上 一体连接有对称设置的两支管4,每个支管4之间相互连通,每个支管4上至少设有一个将该 支管4与待插入管件焊接在一起的焊接装置。
所述基管2采用易与铜管和铜合金以及其他金属焊接的金属,尤其指紫铜、黄铜。
所述基管2的内径小于或等于支管4的内径、大于等于待插入管件的内径,这样设 计可以保证流体流通时不会产生压降和节流作用,同时起到控制待插入管件插入长度的作 用,并可以保证焊接质量。
所述每个支管4的内径均比待插入管件的外径略大,以满足铜钎焊缝隙尺寸的要 求。
所述每个支管4的内径沿该支管4远离基管2的一端向靠近基管2的一端的方向依 次减小,这样设计可以控制插入管件的插入深度,以满足钎焊工艺为准。
所述焊接装置分别设置在每个支管4内靠近中部的位置,焊接装置为C型结构的焊 料1,焊料1的当量直径为1-10mm,且焊料1的横截面可以是圆形、矩形,也可以是其他形状。
所述每个支管4内分别与焊料1相对应的位置开设有能容纳焊料1的第二环形槽3, 且每个第二环形槽3的截面均为U型,这样设计可以在竖直焊接时,使融化的焊料向下部渗 透,以保证该焊接口的焊接质量。
上述铜管快速连接管件的连接工艺,包括以下步骤:
a.选料
所述焊料1可以采用磷铜焊料,也可以采用含银的磷铜焊料,也可以采用黄铜焊 料,具体采用的材料根据焊接工件与基管的材料决定,以满足钎焊工艺为准;例如紫铜和紫 铜焊接采用磷铜焊料、含银的磷铜焊料,紫铜和黄铜焊接采用含银的磷铜焊料,紫铜和黑色 金属焊接采用黄铜焊料。
b.清洁和涂抹焊剂
焊接时,将待插入管件和支管两者接触的部分表面进行清洁,并将焊剂涂抹至待 插入管件上;
当支管4与铜管焊接时,首先清洁铜管端部外表面;
当支管4与铜合金焊接时,除了清洁端部外表面还要涂抹助焊剂;
当支管4与不锈钢管焊接时,进行充惰性气体,防止不锈钢氧化,保证焊接质量;
然后将待插入管件插入相应的支管4中,同时支管4中间的变径可以控制插入深 度。
c.选择加热的方法
焊接部位的加热有多种方法,可以采用新型的市售感应焊接设备加热,也可以采 用传统的乙炔-氧气、液化气-氧气或其他火焰加热。
d.焊接
(1)、采用感应焊接设备时,将感应线圈放置在第二环形槽3的位置,即插入管件与 支管4插接重叠的部位,当支管4和插入管件的温度达到对应的钎焊温度,例如600℃-750℃ 时,焊料1融化为液体,此时由于毛细作用,焊料液体渗透流入焊缝中,自然冷却,观察焊缝 质量,完成操作。
(2)、采用火焰加热时,将支管4加热至深红色,焊料1融化为液体,此时由于毛细作 用,焊料液体渗透流入焊缝中,自然冷却,观察焊缝质量,完成操作。
本实用新型与传统钎焊、纳子连接的对比如下:
项目 本实用新型 传统钎焊 纳子连接
强度 强 强 弱
密封性 零泄漏 零泄漏 易泄露
使用寿命 长 长 一般
劳动者技能要求 低 高 高
成本 很低 低 较高
可操作性 简单 复杂 简单
能否适应自动化生产线 能 难度较大 难度较大
能否实现铜与其他金属的密封连接 容易 难度较大 难度较大
是否有明火 采用感应加热时没有明火 是 否
实施例7,如图7所示,一种铜管快速连接管件,包括圆筒形结构的基管2,基管2上 一体连接有对称设置的两支管4,每个支管4之间相互连通,每个支管4上至少设有一个将该 支管4与待插入管件焊接在一起的焊接装置。
所述基管2采用易与铜管和铜合金以及其他金属焊接的金属,尤其指紫铜、黄铜。
所述基管2的内径小于或等于支管4的内径、大于等于待插入管件的内径,这样设 计可以保证流体流通时不会产生压降和节流作用,同时起到控制待插入管件插入长度的作 用,并可以保证焊接质量。
所述每个支管4的内径比待插入管件的外径略大,以满足铜钎焊缝隙尺寸的要求。
所述每个支管4的内径沿该支管4远离基管2的一端向靠近基管2的一端的方向依 次减小,这样设计可以控制插入管件的插入深度,以满足钎焊工艺为准。
所述焊接装置分别设置在每个支管4内靠近两端的位置,焊接装置均为C型结构的 焊料1,焊料1的当量直径为1-10mm,且焊料1的横截面可以是圆形、矩形,也可以是其他形 状。
所述每个支管4内分别与焊料1相对应的位置设有能容纳焊料1的第二环形槽3,且 每个第二环形槽3的截面均为U型,每个支管4上通过设置两第二环形槽3,可以使融化的焊 料向该支管4的中间渗透,保证焊接饱满。
所述每个位于支管4远离基管2的一端的第二环形槽3的外部断面的内径比该支管 4的内径大1mm-10mm,最佳是1mm-2mm,当待插入管件插入该支管4后,该第二环形槽3与内插 的管件留有1mm-10mm的间隙可以用来观察焊缝焊接的质量。
上述铜管快速连接管件的连接工艺,包括以下步骤:
a.选料
所述焊料1可以采用磷铜焊料,也可以采用含银的磷铜焊料,也可以采用黄铜焊 料,具体采用的材料根据焊接工件与基管的材料决定,以满足钎焊工艺为准;例如紫铜和紫 铜焊接采用磷铜焊料、含银的磷铜焊料,紫铜和黄铜焊接采用含银的磷铜焊料,紫铜和黑色 金属焊接采用黄铜焊料。
b.清洁和涂抹焊剂
焊接时,将待插入管件和支管4两者接触的部分表面进行清洁,并将焊剂涂抹至待 插入管件上;
当支管4与铜管焊接时,首先清洁铜管端部外表面;
当支管4与铜合金焊接时,除了清洁端部外表面还要涂抹助焊剂;
当支管4与不锈钢管焊接时,进行充惰性气体,防止不锈钢氧化,保证焊接质量;
然后将待插入管件插入相应的支管4中,同时支管4中间的变径可以控制插入深 度。
c.选择加热的方法
焊接部位的加热有多种方法,可以采用新型的市售感应焊接设备加热,也可以采 用传统的乙炔-氧气、液化气-氧气或其他火焰加热。
d.焊接
(1)、采用感应焊接设备时,将感应线圈放置在第二环形槽3的位置,即插入管件与 支管4插接重叠的部位,当支管4和插入管件的温度达到对应的钎焊温度,例如600℃-750℃ 时,焊料1融化为液体,此时由于毛细作用,焊料液体渗透流入焊缝中,自然冷却,观察焊缝 质量,完成操作。
(2)、采用火焰加热时,将支管4加热至深红色,焊料1融化为液体,此时由于毛细作 用,焊料液体渗透流入焊缝中,自然冷却,观察焊缝质量,完成操作。
本实用新型与传统钎焊、纳子连接的对比如下:
项目 本实用新型 传统钎焊 纳子连接
强度 强 强 弱
密封性 零泄漏 零泄漏 易泄露
使用寿命 长 长 一般
劳动者技能要求 低 高 高
成本 很低 低 较高
可操作性 简单 复杂 简单
能否适应自动化生产线 能 难度较大 难度较大
能否实现铜与其他金属的密封连接 容易 难度较大 难度较大
是否有明火 采用感应加热时没有明火 是 否
实施例8,如图8所示,一种铜管快速连接管件,包括圆筒形结构的基管2,基管2上 一体连接有对称设置的两支管4,每个支管4之间相互连通,每个支管4上至少设有一个将该 支管4与待插入管件焊接在一起的焊接装置。
所述基管2采用易与铜管和铜合金以及其他金属焊接的金属,尤其指紫铜、黄铜。
所述基管2的内径小于或等于支管4的内径、大于等于待插入管件的内径,这样设 计可以保证流体流通时不会产生压降和节流作用,同时起到控制待插入管件插入长度的作 用,并可以保证焊接质量。
所述每个支管4的内径比待插入管件的外径略大,以满足铜钎焊缝隙尺寸的要求。
所述每个支管4的内径沿该支管4远离基管2的一端向靠近基管2的一端的方向依 次减小,这样设计可以控制插入管件的插入深度,以满足钎焊工艺为准。
所述焊接装置分别设置在每个支管4内远离基管2的一端,焊接装置为C型结构的 焊料1,焊料1的当量直径为1-10mm,且焊料1的横截面可以是圆形、矩形,也可以是其他形 状。
所述每个支管4上远离基管2的一端与焊料1相对应的位置分别设置有可放置焊料 1的喇叭口5。
上述铜管快速连接管件的连接工艺,包括以下步骤:
a.选料
所述焊料1可以采用磷铜焊料,也可以采用含银的磷铜焊料,也可以采用黄铜焊 料,具体采用的材料根据焊接工件与基管2的材料决定,以满足钎焊工艺为准;例如紫铜和 紫铜焊接采用磷铜焊料、含银的磷铜焊料,紫铜和黄铜焊接采用含银的磷铜焊料,紫铜和黑 色金属焊接采用黄铜焊料。
b.清洁和涂抹焊剂
焊接时,将待插入管件和支管4两者接触的部分表面进行清洁,并将焊剂涂抹至待 插入管件上;
当支管4与铜管焊接时,首先清洁铜管端部外表面;
当支管4与铜合金焊接时,除了清洁端部外表面还要涂抹助焊剂;
当支管4与不锈钢管焊接时,进行充惰性气体,防止不锈钢氧化,保证焊接质量;
然后将待插入管件插入相应的支管4中,同时支管4中间的变径可以控制插入深 度。
c.选择加热的方法
焊接部位的加热有多种方法,可以采用新型的市售感应焊接设备加热,也可以采 用传统的乙炔-氧气、液化气-氧气或其他火焰加热。
d.焊接
(1)、采用感应焊接设备时,将感应线圈放置在喇叭口5的位置,即插入管件与支管 4插接重叠的部位,当支管4和插入管件的温度达到对应的钎焊温度,例如600℃-750℃时, 焊料1融化为液体,此时由于毛细作用,焊料液体渗透流入焊缝中,自然冷却,观察焊缝质 量,完成操作。
(2)、采用火焰加热时,将支管4加热至深红色,焊料1融化为液体,此时由于毛细作 用,焊料液体渗透流入焊缝中,自然冷却,观察焊缝质量,完成操作。
本实用新型与传统钎焊、纳子连接的对比如下:
项目 本实用新型 传统钎焊 纳子连接
强度 强 强 弱
密封性 零泄漏 零泄漏 易泄露
使用寿命 长 长 一般
劳动者技能要求 低 高 高
成本 很低 低 较高
可操作性 简单 复杂 简单
能否适应自动化生产线 能 难度较大 难度较大
能否实现铜与其他金属的密封连接 容易 难度较大 难度较大
是否有明火 采用感应加热时没有明火 是 否
实施例9,如图9所示,一种铜管快速连接管件,包括圆筒状结构的基管2,基管2上 一体连接有对称设置的两支管4,每个支管4之间相互连通,每个支管4上至少设有一个将该 支管4与待插入管件焊接在一起的焊接装置。
所述基管2采用易与铜管和铜合金以及其他金属焊接的金属,尤其指紫铜、黄铜。
所述基管2的内径小于或等于支管4的内径、大于等于待插入管件的内径,这样设 计可以保证流体流通时不会产生压降和节流作用,同时起到控制待插入管件插入长度的作 用,并可以保证焊接质量。
所述每个支管4的内径均比待插入管件的外径略大,以满足铜钎焊缝隙尺寸的要 求。
所述每个支管4的内径沿该支管4远离基管2的一端向靠近基管2的一端的方向依 次减小,这样设计可以控制插入管件的插入深度,以满足钎焊工艺为准。
所述焊接装置分别设置在每个支管4内靠近基管2的一端,焊接装置为C型结构的 焊料1,焊料1的当量直径为1-10mm,且焊料1的横截面可以是圆形、矩形,也可以是其他形 状。
所述每个支管4内分别与焊料1相对应的位置开设有能容纳焊料1的第二环形槽3, 且每个第二环形槽3的截面均为U型,这样设计可以在竖直焊接时,使融化的焊料向下部渗 透,以保证该焊接口的焊接质量。
上述铜管快速连接管件的连接工艺,包括以下步骤:
a.选料
所述焊料1可以采用磷铜焊料,也可以采用含银的磷铜焊料,也可以采用黄铜焊 料,具体采用的材料根据焊接工件与基管的材料决定,以满足钎焊工艺为准;例如紫铜和紫 铜焊接采用磷铜焊料、含银的磷铜焊料,紫铜和黄铜焊接采用含银的磷铜焊料,紫铜和黑色 金属焊接采用黄铜焊料。
b.清洁和涂抹焊剂
焊接时,将待插入管件和支管两者接触的部分表面进行清洁,并将焊剂涂抹至待 插入管件上;
当支管4与铜管焊接时,首先清洁铜管端部外表面;
当支管4与铜合金焊接时,除了清洁端部外表面还要涂抹助焊剂;
当支管4与不锈钢管焊接时,进行充惰性气体,防止不锈钢氧化,保证焊接质量;
然后将待插入管件插入相应的支管4中,同时支管4中间的变径可以控制插入深 度。
c.选择加热的方法
焊接部位的加热有多种方法,可以采用新型的市售感应焊接设备加热,也可以采 用传统的乙炔-氧气、液化气-氧气或其他火焰加热。
d.焊接
(1)、采用感应焊接设备时,将感应线圈放置在第二环形槽3的位置,即插入管件与 支管4插接重叠的部位,当支管4和插入管件的温度达到对应的钎焊温度,例如600℃-750℃ 时,焊料1融化为液体,此时由于毛细作用,焊料液体渗透流入焊缝中,自然冷却,观察焊缝 质量,完成操作。
(2)、采用火焰加热时,将支管4加热至深红色,焊料1融化为液体,此时由于毛细作 用,焊料液体渗透流入焊缝中,自然冷却,观察焊缝质量,完成操作。
本实用新型与传统钎焊、纳子连接的对比如下:
项目 本实用新型 传统钎焊 纳子连接
强度 强 强 弱
密封性 零泄漏 零泄漏 易泄露
使用寿命 长 长 一般
劳动者技能要求 低 高 高
成本 很低 低 较高
可操作性 简单 复杂 简单
能否适应自动化生产线 能 难度较大 难度较大
能否实现铜与其他金属的密封连接 容易 难度较大 难度较大
是否有明火 采用感应加热时没有明火 是 否
本实用新型可以解决φ2-φ150的管道的焊接,使连接管件与待连接管件的接口 处完全密封,无泄漏,强度高;并且通过设置焊接装置,大大降低了对操作者劳动技能的要 求,减少了上焊条的操作,降低了劳动强度和复杂度;而且多个焊口可以同时操作,方便工 厂自动化生产线焊接铜管、铜合金;本实用新型的专用管件的制造简单,成本低,成本远远 低于纳子连接方式,结构简单,便于焊接,可以广泛应用于铜管与铜管、铜管与金属管(可能 需要更换焊料的材料)、铜管与其他金属管件的焊接。
价值度评估
技术价值
经济价值
法律价值
0 0 058.0分
0 50 75 100专利价值度是通过科学的评估模
型对专利价值进行量化的结果,
基于专利大数据针对专利总体特
征指标利用计算机自动化技术对
待评估专利进行高效、智能化的
分析,从技术、经济和法律价值
三个层面构建专利价值评估体
系,可以有效提升专利价值评估
的质量和效率。
总评:58.0分
该专利价值中等 (仅供参考)
本专利文献中包含【9 个实施例】、【6 个技术分类】,从一定程度上而言上述指标的数值越大可以反映出所述专利的技术保护及应用范围越广。 【专利权的维持时间7 年】专利权的维持时间越长,其价值对于权利人而言越高。
技术价值 30.0
该指标主要从专利申请的著录信息、法律事件等内容中挖掘其技术价值,专利类型、独立权利要求数量、无效请求次数等内容均可反映出专利的技术性价值。 技术创新是专利申请的核心,若您需要进行技术借鉴或寻找可合作的项目,推荐您重点关注该指标。
部分指标包括:
授权周期(发明)
7 个月独立权利要求数量
1 个从属权利要求数量
8 个说明书页数
15 页实施例个数
9 个发明人数量
4 个被引用次数
0 次引用文献数量
0 个优先权个数
0 个技术分类数量
6 个无效请求次数
0 个分案子案个数
0 个同族专利数
0 个专利获奖情况
无保密专利的解密
否经济价值 6.0
该指标主要指示了专利技术在商品化、产业化及市场化过程中可能带来的预期利益。 专利技术只有转化成生产力才能体现其经济价值,专利技术的许可、转让、质押次数等指标均是其经济价值的表征。 因此,若您希望找到行业内的运用广泛的热点专利技术及侵权诉讼中的涉案专利,推荐您重点关注该指标。
部分指标包括:
申请人数量
1申请人类型
个人许可备案
0 次权利质押
0 次权利转移
0 个海关备案
否法律价值 22.0
该指标主要从专利权的稳定性角度评议其价值。专利权是一种垄断权,但其在法律保护的期间和范围内才有效。 专利权的存续时间、当前的法律状态可反映出其法律价值。故而,若您准备找寻权属稳定且专利权人非常重视的专利技术,推荐您关注该指标。
部分指标包括:
存活期/维持时间
7法律状态
有权-审定授权







 苏公网安备 32041202001399号
苏公网安备 32041202001399号



 loading...
loading...