



【中国发明,中国发明授权】一种聚丙烯/聚乙烯/聚丙烯多层膜的制备方法
有权-审定授权 中国
- 申请号:
- CN201710307130.3
- 专利权人:
- 四川大学
- 授权公告日/公开日:
- 2019.03.19
- 专利有效期:
- 2017.05.04-2037.05.04
- 技术分类:
- B29:塑料的加工;一般处于塑性状态物质的加工
- 转化方式:
- 转让
- 价值度指数:
-
- 56.0分
- 价格:
- 面议
发布人
知识产权运营中心
联系人IP先生
-

- 15113831943
-

- 9411117419@qq.com
-

- 941117419
-

- szhf1188(加微信)
-

- 深圳市南山区粤海街道100号
- 专利信息&法律状态
- 专利自评
- 专利技术文档
- 价值度指数
- 发明人阵容
 著录项
著录项
- 申请号
- CN201710307130.3
- 申请日
- 20170504
- 公开/公告号
- CN107415191A
- 公开/公告日
- 20171201
- 申请/专利权人
- [四川大学]
- 发明/设计人
- [杨鸣波, 陈文博, 刘正英, 楚佳]
- 主分类号
- B29C47/06
- IPC分类号
- C12N 9/0008(2013.01) C12N 9/16
- CPC分类号
- C12N 9/0008(2013.01) C12N 9/16(2013.01)
- 分案申请地址
- 国省代码
- 四川(51)
- 颁证日
- G06T1/00
- 代理人
- [刘文娟]
摘要
本发明涉及高分子材料技术领域,具体涉及一种聚丙烯/聚乙烯/聚丙烯多层膜的制备方法。本发明提供一种聚丙烯/聚乙烯/聚丙烯多层膜的制备方法,具体为:将高密度聚乙烯与聚丙烯粒料依次经熔融挤出、牵引和冷却作用下制得聚丙烯/聚乙烯/聚丙烯多层膜;其中,熔融挤出过程中采用特殊设计的口模;并且,所述高密度聚乙烯的重均相对分子质量为20~70万,Mw/Mn在3~12之间;聚丙烯的重均相对分子质量为28万,Mw/Mn在5.5~6.5之间;所述HDPE与PP的质量比范围为:1:1.5~1:3。本发明提供一种低成本、简单高效制备聚丙烯/聚乙烯/聚丙烯多层膜的方法,该多层薄膜制备完全可以利用单台挤出机挤出流延成型设备,方法简单高效,易于实现工业化生产。
法律状态
| 法律状态公告日 | 20190319 |
| 法律状态 | 授权 |
| 法律状态信息 | 授权 |
| 法律状态公告日 | 20171226 |
| 法律状态 | 实质审查的生效 |
| 法律状态信息 | 实质审查的生效 IPC(主分类):B29C 47/06 申请日:20170504 |
| 法律状态公告日 | 20171201 |
| 法律状态 | 公开 |
| 法律状态信息 | 公开 |
权利要求
权利要求数量(6)
独立权利要求数量(1)
1.聚丙烯/聚乙烯/聚丙烯多层膜的制备方法,其特征在于,所述制备方法为:
将高密度聚乙烯与聚丙烯粒料依次经熔融挤出、牵引和冷却作用下制得聚丙烯/聚乙 烯/聚丙烯多层膜;其中,熔融挤出过程中采用的口模结构如下:
所述口模包括衣架式主体,所述衣架式主体上设置有模头流道;所述模头流道包括左 右对称的主体流道区(3);所述主体流道区(3)底部设置有松弛流道区(32),松弛流道区 (32)上方设置有扇形流道区(31);所述松弛流道区(32)下方设置有模唇(4);所述扇形区 (31)上方设置有沿扇形流道区(31)上边沿延伸的歧管(1),所述沿扇形流道区(31)与歧管 (1)的内腔连通;所述模头流道中间位置设置有竖向向上延伸的入口管(2),所述歧管(1)的 一端与入口管(2)连通;所述歧管(1)的另一端贴合在扇形流道区(31)的上边沿上,且密封;
并且,所述高密度聚乙烯的重均相对分子质量为20~70万,分子量分布指数在3~12之 间;聚丙烯的重均相对分子质量为28万,分子量分布指数在5.5~6.5之间;所述高密度聚乙 烯与聚丙烯的质量比范围为:1:1.5~1:3。
2.根据权利要求1所述聚丙烯/聚乙烯/聚丙烯多层膜的制备方法,其特征在于,高密度 聚乙烯与聚丙烯粒料经单螺杆挤出机熔融。
3.根据权利要求2所述聚丙烯/聚乙烯/聚丙烯多层膜的制备方法,其特征在于,所述单 螺杆挤出机机筒沿流动方向的温度设置为:110/170/180/180~210℃,螺杆转速为5~ 50rpm,牵引比为4~10。
4.根据权利要求3所述聚丙烯/聚乙烯/聚丙烯多层膜的制备方法,其特征在于,当高密 度聚乙烯的重均相对分子质量为25万,分子量分布指数为4.3;聚丙烯重均分子量为28万, 分子量分布指数为5.5;螺杆转速为30rpm,牵引比为5时;所得聚丙烯/聚乙烯/聚丙烯多层 膜为三层膜。
5.根据权利要求3所述聚丙烯/聚乙烯/聚丙烯多层膜的制备方法,其特征在于,当高密 度聚乙烯的重均相对分子质量为45万,分子量分布指数为6.7;聚丙烯重均分子量为28,分 子量分布指数在5.5;螺杆转速为30rpm,牵引比为6时,所得聚丙烯/聚乙烯/聚丙烯多层膜 为五层膜。
6.根据权利要求1~5任一项所述聚丙烯/聚乙烯/聚丙烯多层膜的制备方法,其特征在 于,所述口膜中,所述入口管(2)流道直径为20mm,所述歧管(1)的最大半径R0=10mm,所述 歧管(1)的最小半径R=7mm,扇形流道区半幅宽B=50mm,扇形流道区厚度H=8mm,扇形区长 度y(x),当x=0时,最大长度区间为80~110mm,松弛区长度区间y0为20~50mm;所述模唇 (4)的长度L=30m;所述模唇(4)的厚度h可调。
说明书
技术领域
本发明涉及高分子材料技术领域,具体涉及一种聚丙烯/聚乙烯/聚丙烯多层膜的 制备方法。
背景技术
近年来,随着高分子材料应用领域的不断扩展,对高分子材料的性能要求越来越 高,在很多应用领域单一材料或简单结构的产品已经不能满足用户对性能化、功能化和外 观的要求,通常需要引入不同材料构筑的多层结构膜材料来解决这个问题。由于多层膜是 由多种高分子材料组成的,这使得多层膜可将每种性能不同的高分子材料的多种性能有机 的组合在一起,使得产品具有几种不同材料的优良特性,从而满足终端应用不同性能和功 能的需要。
多层膜可为高端武器装备,空天,通信等领域提供宽频高吸收隐身,屏蔽材料;可 在声呐屏蔽,高噪仪器装备(如发动机,动力管道)中,起到高效隔音的作用;可对电绝缘性 具有较高要求的仪表装备的高效散热提供绝缘导热材料。多层膜也可以应用在锂电池隔膜 领域。由于单层隔膜在当电池过充时,内部温度会急剧上升,达到聚合物隔膜的熔点,这时 隔膜就会熔融,从而起不到隔离正负两极的作用,进而发生短路甚至爆炸(Energy and environmental science,2014,7:3857-3886)。多层隔膜能够有效的解决在动力电池中的 这个问题。它将聚乙烯(PE)柔软、韧性好、闭孔温度和熔断温度较低的特性和聚丙烯(PP)力 学性能高、闭孔温度和熔断温度较高的特性整合到一张锂电池隔膜中,使得锂离子电池隔 膜具有较低的闭孔温度和较高的熔断温度,增加了电池的安全性能,因此复合型多层隔膜 得到广泛的研究和应用(Journal of power source,1998,77:34-41)。
目前,多层薄膜主要使用干式复合法和共挤出复合方法制备。干式复合法是将粘 合剂(胶水)涂在一种塑料薄膜上,然后通过烘道把溶剂挥发掉,再用热压辊与另一种塑料 薄膜压合在一起经过一定时间和温度固化形成多层薄膜的复合成型工艺;其加工方法的缺 点是不易复合过薄的薄膜,成本高、操作复杂、复合强度低、容易残留粘合剂和异味;并且涂 胶干式复膜机本身的烘道长短、加热的方式、涂胶的方式、上胶量的控制、收放料张力的控 制、热鼓温度的控制和是否具备冷却定型装置等因素决定了复合膜的产品性能。(中国包 装,2004,(2):85-86)(广东包装,2013,(110):44-47)。共挤出复合法是将多种树脂熔化后, 经共挤机头挤出共聚成膜的加工工艺;共挤技术的核心思想是,将每种类型的高分子材料 从多台挤出机中挤出,形成各自熔体膜层,然后在复合挤出口模挤出复合定型形成多层薄 膜。多层共挤技术替代了传统的多步骤多涂层和层压工艺,可以较容易地形成超薄层或有 特殊性能的薄膜层。共挤出复合法得到的多层膜,虽然解决了溶剂残留的问题,但层与层之 间相容性仍然不好,容易发生剥离,导致废品率上升制造成本提高。同时传统的共挤出设备 由于投资较大,设备结构复杂,体积大,操作复杂,不易控制等因素,使其生产的多层隔膜成 本很高(Journal of membrane science,2009,345(1):148-159)。
发明内容
本发明旨在提供一种低成本、简单高效制备聚丙烯/聚乙烯/聚丙烯多层膜的方 法。该多层薄膜制备完全可以利用单台挤出机挤出流延成型设备,方法简单高效,易于实现 工业化生产;由于是一次挤出成型,聚乙烯与聚丙烯界面间能够形成过渡界面层,能够有效 增强聚乙烯与聚丙烯之间的界面结合强度,不易剥离分层。
本发明的技术方案为:
本发明提供一种聚丙烯/聚乙烯/聚丙烯多层膜的制备方法,具体为:
将高密度聚乙烯与聚丙烯粒料依次经熔融挤出、牵引和冷却作用下制得聚丙烯/ 聚乙烯/聚丙烯多层膜;其中,熔融挤出过程中采用的口模结构如下:
所述口模包括衣架式主体,所述衣架式主体上设置有模头流道;所述模头流道包 括左右对称的主体流道区(3);所述主体流道区(3)底部设置有松弛流道区(32),松弛流道 区(32)上方设置有扇形流道区(31);所述松弛流道区(32)下方设置有模唇(4);所述扇形区 (31)上方设置有沿扇形流道区(31)上边沿延伸的歧管(1),所述沿扇形流道区(31)与歧管 (1)的内腔连通;所述模头流道中间位置设置有竖向向上延伸的入口管(2),所述歧管(1)的 一端与入口管(2)连通;所述歧管(1)的另一端贴合在扇形流道区(31)的上边沿上,且密封;
并且,所述高密度聚乙烯的重均相对分子质量为20~70万,分子量分布指数(Mw/ Mn)在3~12之间;聚丙烯的重均相对分子质量为28万,Mw/Mn在5.5~6.5之间;所述HDPE与 PP的质量比范围为:1:1.5~1:3。
进一步,HDPE与PP粒料经单螺杆挤出机熔融。
更进一步,所述单螺杆挤出机机筒沿流动方向的温度设置为:110/170/180/180~ 210℃,螺杆转速为5~50rpm,薄膜的牵引比为4~10。
进一步,当高密度聚乙烯的重均相对分子质量为25万,Mw/Mn为4.3;PP重均分子量 为28万,Mw/Mn为5.5;螺杆转速为30rpm,薄膜的牵引比为5时,所得聚丙烯/聚乙烯/聚丙烯 多层膜为三层膜。
进一步,当高密度聚乙烯的重均相对分子质量为45万,Mw/Mn为6.7;PP重均分子量 为28,Mw/Mn在5.5;螺杆转速为30rpm,薄膜的牵引比为6时,所得聚丙烯/聚乙烯/聚丙烯多 层膜为五层膜。
进一步,所述口膜中,所述入口管(2)流道直径为20mm,所述歧管(1)的最大半径R0 =10mm,所述歧管(1)的最小半径R=7mm,扇形流道区半幅宽B=50mm,扇形流道区厚度H= 8mm,扇形区长度y(x),当x=0时,最大长度区间为80~110mm,松弛区长度区间y0为20~ 50mm;所述模唇(4)的长度L=30m;所述模唇(4)的厚度h可调。
本发明的有益效果:
(1)针对复合成型法制备多层薄膜的界面结合力差、相容性不好、过程复杂繁琐等 问题,提出了一种新型的利用挤出流动过程控制一次成型制备三层薄膜的方法;(2)该三层 薄膜制备完全可以利用单台挤出机挤出流延成型设备,方法简单高效,易于实现工业化生 产;(3)一次挤出成型,聚乙烯与聚丙烯界面间能够形成过渡界面层,能够有效增强聚乙烯 与聚丙烯之间的界面结合强度,不易剥离分层;(4)所选用的HDPE和PP均为工业级产品,原 料易得且不需要添加任何加工助剂(功能化助剂除外)。
综上所述,该多层薄膜成型技术可以提高多层薄膜性能,提高产率,同时避免了现 有多层薄膜成型技术所导致的设备复杂、工艺控制困难、操作流程繁多、生产线长等问题, 易于工业化推广。
附图说明
下面结合附图对本发明作进一步说明
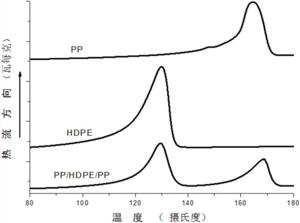
图1为实施例1所得聚丙烯/聚乙烯-1/聚丙烯三层膜,单层聚乙烯膜和单层聚丙烯 膜的差示扫描量热图。
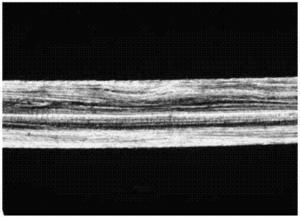
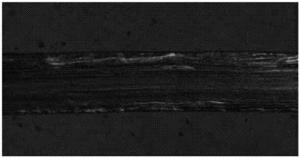
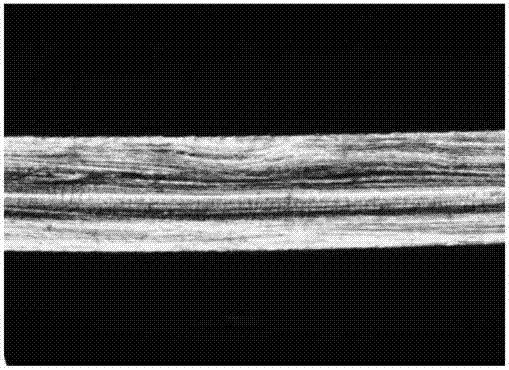
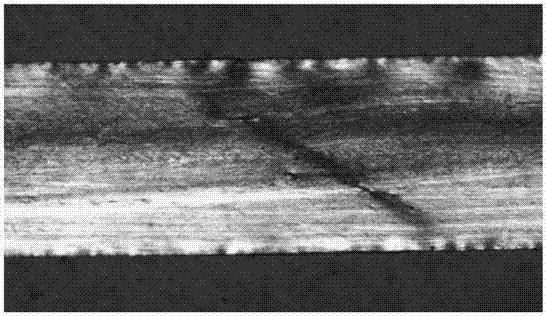
图2为常温下实施例1所得聚丙烯/聚乙烯-1/聚丙烯三层膜材料的截面结构偏光 显微镜图。
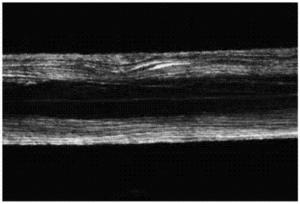
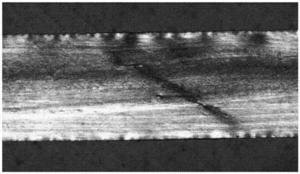
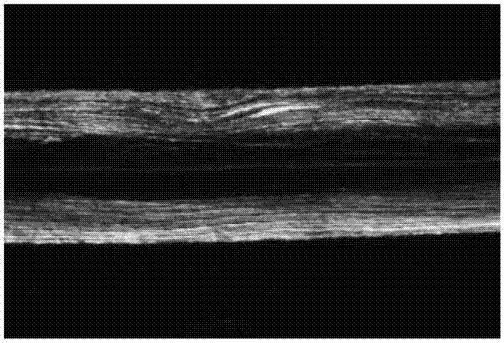
图3为150℃下,实施例1所得聚丙烯/聚乙烯-1/聚丙烯三层膜材料的截面结构偏 光显微镜图;图3中可以看到,当观察温度为150℃时,能够观察到明显的三层结构,此时 HDPE-1已经完全熔融,在偏光显微镜下出现暗场,而PP晶体仍然存在,在偏光显微镜下表现 出亮场。
图4为实施例1所得聚丙烯/聚乙烯-1/聚丙烯三层膜材料的截面结构电子显微镜 图。
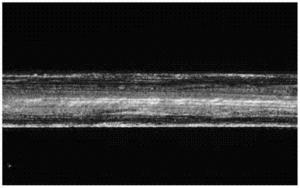
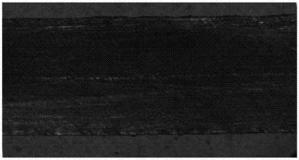
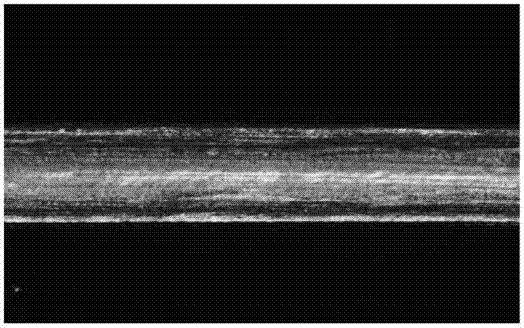
图5为常温下,实施例2所得聚丙烯/聚乙烯-2/聚丙烯多层膜材料的截面结构偏光 显微镜图。
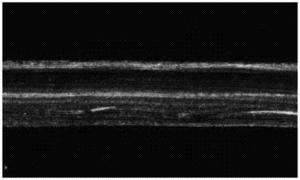
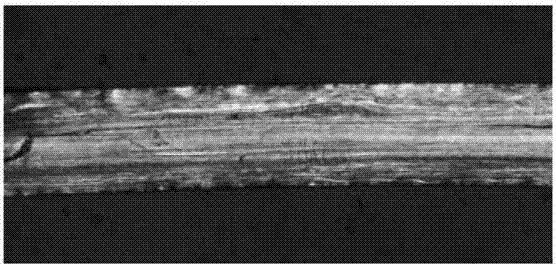
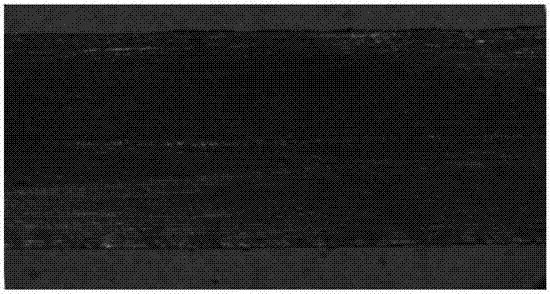
图6为150℃下,实施例2所得聚丙烯/聚乙烯-2/聚丙烯多层膜材料的截面结构偏 光显微镜图。
图7为常温下对比例1所得聚丙烯/聚乙烯/聚丙烯复合材料的截面结构偏光显微 镜图。
图8为150℃下对比例1所得聚丙烯/聚乙烯/聚丙烯复合材料的截面结构偏光显微 镜图。
图9为常温下对比例2所得聚丙烯/聚乙烯/聚丙烯复合材料的截面结构偏光显微 镜图。
图10为150℃下对比例2所得聚丙烯/聚乙烯/聚丙烯复合材料的截面结构偏光显 微镜图。
图11为本发明所用口模流道结构示意图,其中:1-歧管,2-入口管,3-模头流道的 左右对称的主体流道区,4-模唇,31-扇形流道区,32-松弛流道区。
图12为本发明所用一半口模流道结构示意图。
图13为本发明所用口模流道的侧视图。
具体实施方式
本发明提供一种聚丙烯/聚乙烯/聚丙烯多层膜的制备方法,包括如下步骤:
将HDPE与PP按设计计算的比例共混,HDPE和PP粒料经单螺杆挤出机熔融后经特殊 设计的口模挤出(口模尺寸为100×2mm),随后熔体在牵引和冷却作用下制备成具有聚丙 烯/聚乙烯/聚丙烯稳定多层结构的薄膜,其中,单螺杆挤出机机筒沿流动方向的温度设置 为:110/170/180/180-210℃,螺杆转速为5~50rpm,薄膜的牵引比为4~10。
本发明采用的特殊挤出口模包括衣架式主体,如图11~图13所示,所述口模包括 衣架式主体,所述衣架式主体上设置有模头流道;所述模头流道包括左右对称的主体流道 区3;所述主体流道区3底部设置有松弛流道区32,松弛流道区32上方设置有扇形流道区31; 所述松弛流道区32下方设置有模唇4;所述扇形区31上方设置有沿扇形流道区31上边沿延 伸的歧管1,所述沿扇形流道区31与歧管1的内腔连通;所述模头流道中间位置设置有竖向 向上延伸的入口管2,所述歧管1的一端与入口管2连通;所述歧管1的另一端贴合在扇形流 道区31的上边沿上,且密封;所述入口管2流道直径为20mm,所述歧管1的最大半径R0= 10mm,所述歧管1的最小半径R=7mm,扇形流道区半幅宽B=50mm,扇形流道区厚度H=8mm, 扇形区长度y(x),当x=0时,最大长度区间为80~110mm,松弛区长度区间y0为20~50mm;所 述模唇4的长度L=30m;所述模唇4的厚度h可调。
本发明中,口模的特点在于充分考虑了熔体从入口管进入时由螺旋运动经歧管和 扇形区后进入松弛区变为平直的狭缝层状流动的过程,在这个过程中扇形区与松弛区的长 度是非常关键的,必须根据流变性能测试来确定;熔体在这个过程中必须逐渐转换成稳定 的层流状态,多层的结构也是在这个状态下继续流动发展的。如果扇形区与松弛区的长度 过小则稳定流动的发展受到限制,难以形成稳定的多层结构;如果扇形区与松弛区的长度 过大则熔体在口模中停留时间过长,且熔体在挤出过程中受到的阻力加大,同时有可能导 致层间的分离。
通过该方法制备的薄膜具有多层结构,其基本制备原理是:在挤出流动过程中,通 过控制特殊设计口模的温度与剪切速率调控HDPE与PP的粘性流动行为,由于HDPE与PP对温 度场与剪切场有着不同的响应行为,从而控制HDPE在流动过程中向中心移动,而PP则自发 地的向边缘流动富集形成连续结构,最终在特定的流动长度后得到具有稳定的聚丙烯/聚 乙烯/聚丙烯多层膜。该薄膜不仅有多个不同性质的薄膜层,而且由于是一次挤出成型,其 层间界面是由流动迁移而形成,所以界面由两种材料过渡形成,因而界面不易剥离,可以大 幅度提高多层薄膜的界面结合强度。
下面给出的实施例是对本发明的具体描述,有必要在此指出的是以下实施例只用 于对本发明做进一步的说明,不能理解为对本发明保护范围的限制,该领域技术熟练人员 根据上述本发明内容对本发明做出一些非本质的改进和调整,仍属于本发明的保护范围。
实施例1
PP/HDPE/PP三层预制膜的具体制备过程:
将HDPE-1(所述高密度聚乙烯的重均相对分子质量为25万,Mw/Mn为4.3)与PP-1 (重均分子量为28万,Mw/Mn为5.5)按1:2的比例共混,HDPE和PP粒料经单螺杆挤出机熔融后 通过特殊设计的口模挤出(口模尺寸为100×2mm),随后熔体在牵引和冷却作用下制备成具 有聚丙烯/聚乙烯/聚丙烯稳定三层结构的薄膜,其中,单螺杆挤出机机筒沿流动方向的温 度设置为:110/170/180/180-210℃,螺杆转速为30rpm,薄膜的牵引比为5。
本发明采用的特殊挤出口模包括衣架式主体,如图11~图13所示,所述口模包括 衣架式主体,所述衣架式主体上设置有模头流道;所述模头流道包括左右对称的主体流道 区3;所述主体流道区3底部设置有松弛流道区32,松弛流道区32上方设置有扇形流道区31; 所述松弛流道区32下方设置有模唇4;所述扇形区31上方设置有沿扇形流道区31上边沿延 伸的歧管1,所述沿扇形流道区31与歧管1的内腔连通;所述模头流道中间位置设置有竖向 向上延伸的入口管2,所述歧管1的一端与入口管2连通;所述歧管1的另一端贴合在扇形流 道区31的上边沿上,且密封;所述入口管2流道直径为20mm,所述歧管1的最大半径R0= 10mm,所述歧管1的最小半径R=7mm,扇形流道区半幅宽B=50mm,扇形流道区厚度H=8mm, 扇形区长度y(x),当x=0时,最大长度区间为90mm,松弛区长度区间y0为30mm;所述模唇4的 长度L=30m;所述模唇4的厚度h可调。
图1为实施例1所得聚丙烯-1/聚乙烯-1/聚丙烯-1三层膜,单层聚乙烯膜和单层聚 丙烯膜的差示扫描量热图。由图1可知,单层的HDPE-1膜,单层的PP-1膜的熔点分别为130℃ 和164℃,与三层膜中HDPE-1,PP-1的熔点是一致的。所得HDPE-1单层膜的结晶度是54.8%, PP-1单层膜的结晶度为49.7%;但是,三层膜中HDPE-1,PP的结晶度比单层的HDPE-1,PP要 稍微低一些。
图2为常温下,实施例1所得聚丙烯/聚乙烯-1/聚丙烯三层膜材料的截面结构偏光 显微镜图,表明HDPE-1与PP-1晶体均存在。
图3为150℃下,实施例1所得聚丙烯-1/聚乙烯-1/聚丙烯-1三层膜材料的截面结 构偏光显微镜图;图3中可以看到,当观察温度为150℃时,能够观察到明显的三层结构,此 时HDPE-1已经完全熔融,在偏光显微镜下出现暗场,而PP-1晶体仍然存在,在偏光显微镜下 表现出亮场。
将PP-1/HDPE-1/PP-1片材在液氮中浸泡45分钟,随后沿着流动方向进行脆断。将 PP-1/HDPE-1/PP-1片材在浓硝酸、浓硫酸和高锰酸钾溶液中刻蚀5小时。在试样脆断面和刻 蚀表面进行真空喷金处理,然后采用FEI公司的Inspect F型扫描电子显微镜观察试样断面 形貌;结果如4所示,从图4中观察到,在(a)放大200倍的照片中可以发现明显的三层结构, 从(b)放大2000倍的照片中可以看到聚乙烯/聚丙烯界面分界线并不明显,部分的HDPE-1穿 透进入PP-1基体中,使聚乙烯与聚丙烯基体之间表现出良好的界面结合;图4(c)和(d)分别 为HDPE-1层和PP-1层的基体结构图。
实施例2
PP/HDPE/PP五层预制膜的具体制备过程:
将HDPE-2(所述高密度聚乙烯的重均相对分子质量为45万,Mw/Mn为6.7)与PP-1 (重均分子量为28,Mw/Mn在5.5)按1:2的比例共混,HDPE和PP粒料经单螺杆挤出机熔融后通 过特殊设计的口模挤出(口模尺寸为100×2mm),随后熔体在牵引和冷却作用下制备成具有 聚丙烯/聚乙烯/聚丙烯稳定三层结构的薄膜,其中,单螺杆挤出机机筒沿流动方向的温度 设置为:110/170/180/180-210℃,螺杆转速为30rpm,薄膜的牵引比为6。
图5为常温时,五层膜的截面结构,HDPE-2(该种聚乙烯具与HDPE-1相比具有更低 的分子量)与PP-1晶体均存在;图6中可以看到,当观察温度在150℃时,此时HDPE-2已经完 全熔融,呈现出五层结构,可能是由于PP-1中高分子量级分与HDPE-2的粘度比较接近,从而 使部分高分量级分的PP向中心移动形成了五层结构。HDPE-2在偏光显微镜下出现暗场,而 PP-1晶体仍然存在,在偏光显微镜下表现出亮场。
对比例1
具体制备过程同实施例1,只是对比例1中所用HDPE-3(该高密度聚乙烯的重均相 对分子质量为13万,Mw/Mn为2.56)与PP-2(该聚丙烯的重均相对分子质量为20万,Mw/Mn为 3.25);所得聚丙烯/聚乙烯/聚丙烯复合材料的结构如图7所示,常温下,HDPE-3与PP晶体均 存在;图8中,当观察温度到达150℃时,HDPE-3已完全熔融,然而并没有出现PP/PE/PP的三 层膜结构,HDPE-3与PP-2共混在了一起,没有表现出明显的界面。
对比例2
具体制备过程同实施例2,只是对比例2中螺杆转速为60,薄膜的牵引比为15,所得 聚丙烯/聚乙烯/聚丙烯复合材料的结构如图9所示,常温下,HDPE-2与PP-1晶体均存在;图 10中,当观察温度到达150℃时,HDPE-2已完全熔融,然而并没有出现PP/PE/PP的三层膜结 构,HDPE-2与PP-1完全共混在了一起,没有表现出明显的界面。
所得聚丙烯/聚乙烯/聚丙烯复合材料的结构如图7所示,常温下,HDPE-3与PP晶体 均存在;图8中,当观察温度到达150℃时,HDPE-3已完全熔融,然而并没有出现PP/PE/PP的 三层膜结构,HDPE-3与PP-2共混在了一起,没有表现出明显的界面。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精 神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
价值度评估
技术价值
经济价值
法律价值
0 0 056.0分
0 50 75 100专利价值度是通过科学的评估模
型对专利价值进行量化的结果,
基于专利大数据针对专利总体特
征指标利用计算机自动化技术对
待评估专利进行高效、智能化的
分析,从技术、经济和法律价值
三个层面构建专利价值评估体
系,可以有效提升专利价值评估
的质量和效率。
总评:56.0分
该专利价值中等 (仅供参考)
本专利文献中包含【2 个实施例】、【6 个技术分类】,从一定程度上而言上述指标的数值越大可以反映出所述专利的技术保护及应用范围越广。 【专利权的维持时间7 年】专利权的维持时间越长,其价值对于权利人而言越高。
技术价值 30.0
该指标主要从专利申请的著录信息、法律事件等内容中挖掘其技术价值,专利类型、独立权利要求数量、无效请求次数等内容均可反映出专利的技术性价值。 技术创新是专利申请的核心,若您需要进行技术借鉴或寻找可合作的项目,推荐您重点关注该指标。
部分指标包括:
授权周期(发明)
22 个月独立权利要求数量
1 个从属权利要求数量
4 个说明书页数
6 页实施例个数
2 个发明人数量
4 个被引用次数
0 次引用文献数量
0 个优先权个数
0 个技术分类数量
6 个无效请求次数
0 个分案子案个数
0 个同族专利数
0 个专利获奖情况
无保密专利的解密
否经济价值 7.0
该指标主要指示了专利技术在商品化、产业化及市场化过程中可能带来的预期利益。 专利技术只有转化成生产力才能体现其经济价值,专利技术的许可、转让、质押次数等指标均是其经济价值的表征。 因此,若您希望找到行业内的运用广泛的热点专利技术及侵权诉讼中的涉案专利,推荐您重点关注该指标。
部分指标包括:
申请人数量
1申请人类型
院校许可备案
0 次权利质押
0 次权利转移
0 个海关备案
否法律价值 19.0
该指标主要从专利权的稳定性角度评议其价值。专利权是一种垄断权,但其在法律保护的期间和范围内才有效。 专利权的存续时间、当前的法律状态可反映出其法律价值。故而,若您准备找寻权属稳定且专利权人非常重视的专利技术,推荐您关注该指标。
部分指标包括:
存活期/维持时间
7法律状态
有权-审定授权







 苏公网安备 32041202001399号
苏公网安备 32041202001399号



 loading...
loading...