【中国发明,中国发明授权】乙酸乙酯与环己烷的分离方法
有权-审定授权 中国
- 申请号:
- CN201310515964.5
- 专利权人:
- 江苏理工学院
- 授权公告日/公开日:
- 2015.05.13
- 专利有效期:
- 2013.10.28-2033.10.28
- 技术分类:
- C07:有机化学〔2〕
- 转化方式:
- 转让
- 价值度指数:
-
- 61.0分
- 价格:
- 面议
发布人
江苏理工学院
联系人何老师
-

- 0519-88238869

-

- 302910554
-

- 13151263266

- 专利信息&法律状态
- 专利自评
- 专利技术文档
- 价值度指数
- 发明人阵容
 著录项
著录项
- 申请号
- CN201310515964.5
- 申请日
- 20131028
- 公开/公告号
- CN103539663A
- 公开/公告日
- 20140129
- 申请/专利权人
- [江苏理工学院]
- 发明/设计人
- [张春勇, 李蔚, 郑纯智, 文颖频, 张国华, 葛笑, 杨帅, 程洁红]
- 主分类号
- C07C69/14
- IPC分类号
- C12N 9/0008(2013.01) C12N 9/16
- CPC分类号
- C12N 9/0008(2013.01) C12N 9/16(2013.01)
- 分案申请地址
- 国省代码
- 江苏(32)
- 颁证日
- G06T1/00
- 代理人
- [孙培英]
摘要
本发明公开了一种乙酸乙酯与环己烷的分离方法,将乙酸乙酯与环己烷的混合物从萃取精馏塔中部进料,萃取剂苯酚从萃取精馏塔上部进料,萃取精馏塔的塔顶分离出高浓度环己烷;乙酸乙酯和苯酚的混合物经萃取精馏塔的塔底进入到普通精馏塔,普通精馏塔的塔顶分离出高浓度乙酸乙酯,塔底回收萃取剂苯酚,并通过混合器与新鲜萃取剂混合后返回萃取精馏塔循环使用。本发明分离所得产品纯度高,收率高,萃取剂苯酚可以循环使用,操作简单,能耗低。分离成本低于回收得到的乙酸乙酯与环己烷的经济价值,因此具有较好的经济效益和社会效益。
法律状态
| 法律状态公告日 | 20210212 |
| 法律状态 | 专利申请权、专利权的转移 |
| 法律状态信息 | 专利权的转移 IPC(主分类):C07C 69/14 专利号:ZL2013105159645 登记生效日:20210201 变更事项:专利权人 变更前权利人:江苏理工学院 变更后权利人:江苏全泽环保科技有限公司 变更事项:地址 变更前权利人:213001 江苏省常州市钟楼区中吴大道1801号 变更后权利人:213000 江苏省常州市飞龙东路尚东区大厦12幢25F |
| 法律状态公告日 | 20150513 |
| 法律状态 | 授权 |
| 法律状态信息 | 授权 |
| 法律状态公告日 | 20140312 |
| 法律状态 | 实质审查的生效 |
| 法律状态信息 | 实质审查的生效IPC(主分类):C07C 69/14申请日:20131028 |
| 法律状态公告日 | 20140129 |
| 法律状态 | 公开 |
| 法律状态信息 | 公开 |
| 事务数据公告日 | 20210212 |
| 事务数据类型 | 专利申请权、专利权的转移 |
| 转让详情 | 专利权的转移 IPC(主分类):C07C 69/14 专利号:ZL2013105159645 登记生效日:20210201 变更事项:专利权人 变更前权利人:江苏理工学院 变更后权利人:江苏全泽环保科技有限公司 变更事项:地址 变更前权利人:213001 江苏省常州市钟楼区中吴大道1801号 变更后权利人:213000 江苏省常州市飞龙东路尚东区大厦12幢25F |
权利要求
权利要求数量(8)
独立权利要求数量(1)
1.一种乙酸乙酯与环己烷的分离方法,其特征在于:所用分离装置包括混合器、萃取精馏塔、泵和普通精馏塔,混合器的出料口通过出料管道与萃取精馏塔的上部相连,萃取精馏塔的塔底通过管道与泵进料口相连通,泵的出料口与普通精馏塔相连,普通精馏塔的塔底通过管道与混合器相连通;包括以下步骤:
①加热使萃取精馏塔塔釜釜温逐渐升高,进行全回流操作至塔顶温度稳定在70℃~90℃,塔底温度稳定在70℃~180℃;将待分离的乙酸乙酯与环己烷的混合物从萃取精馏塔的中部进料,将萃取剂苯酚在混合器中混合后从萃取精馏塔的上部进料;萃取精馏塔的塔顶采出环己烷并进入储罐;萃取剂苯酚与乙酸乙酯和环己烷的混合物的进料摩尔比为0.5~2.5∶1;
②加热使普通精馏塔塔釜釜温逐渐升高,进行全回流操作至塔顶温度稳定在70℃~90℃,塔底温度稳定在77℃~180℃;将步骤①萃取精馏后萃取精馏塔的塔底液体由泵输送到普通精馏塔的中部,萃取精馏塔的塔底液体为乙酸乙酯和苯酚的混合物;在普通精馏塔的塔顶采出乙酸乙酯并进入储罐;
③将步骤②普通精馏后塔底回收的萃取剂苯酚通过管道输送至混合器中,在混合器中回收的萃取剂与新鲜萃取剂混合后进入萃取精馏塔中循环使用。
2.根据权利要求1所述的乙酸乙酯与环己烷的分离方法,其特征在于:步骤①中萃取精馏塔的塔板数为15~30块;萃取精馏时回流比为0.1~5.0∶1。
3.根据权利要求2所述的乙酸乙酯与环己烷的分离方法,其特征在于:步骤①中乙酸乙酯与环己烷的混合物进料温度为22℃~28℃,进料压力为1.1~1.3atm,进料板为距离塔顶3/5~19/20处的塔板。
4.根据权利要求3所述的乙酸乙酯与环己烷的分离方法,其特征在于:步骤①中萃取精馏塔塔顶冷凝器压力为0.1atm~2.0atm。
5.根据权利要求3所述的乙酸乙酯与环己烷的分离方法,其特征在于:萃取剂苯酚进料温度为22℃~28℃,进料压力为1.0~1.1atm,进料板为距离塔顶1/4~1/2处的塔板。
6.根据权利要求1所述的乙酸乙酯与环己烷的分离方法,其特征在于:步骤②中普通精馏塔的塔板数为15~30块;普通精馏时回流比为0.1~5.0∶1。
7.根据权利要求6所述的乙酸乙酯与环己烷的分离方法,其特征在于:步骤②中乙酸乙酯和苯酚的进料温度为20℃~81℃,进料压力为1.1~1.3atm,进料板为距离塔顶1/4~3/4处的塔板。
8.根据权利要求7所述的乙酸乙酯与环己烷的分离方法,其特征在于:步骤②中普通精馏塔的塔顶冷凝器压力为0.1atm~2atm。
1.一种乙酸乙酯与环己烷的分离方法,其特征在于:所用分离装置包括混合器、萃取精馏塔、泵和普通精馏塔,混合器的出料口通过出料管道与萃取精馏塔的上部相连,萃取精馏塔的塔底通过管道与泵进料口相连通,泵的出料口与普通精馏塔相连,普通精馏塔的塔底通过管道与混合器相连通;包括以下步骤:
①加热使萃取精馏塔塔釜釜温逐渐升高,进行全回流操作至塔顶温度稳定在70℃~90℃,塔底温度稳定在70℃~180℃;将待分离的乙酸乙酯与环己烷的混合物从萃取精馏塔的中部进料,将萃取剂苯酚在混合器中混合后从萃取精馏塔的上部进料;萃取精馏塔的塔顶采出环己烷并进入储罐;萃取剂苯酚与乙酸乙酯和环己烷的混合物的进料摩尔比为0.5~2.5∶1;
②加热使普通精馏塔塔釜釜温逐渐升高,进行全回流操作至塔顶温度稳定在70℃~90℃,塔底温度稳定在77℃~180℃;将步骤①萃取精馏后萃取精馏塔的塔底液体由泵输送到普通精馏塔的中部,萃取精馏塔的塔底液体为乙酸乙酯和苯酚的混合物;在普通精馏塔的塔顶采出乙酸乙酯并进入储罐;
③将步骤②普通精馏后塔底回收的萃取剂苯酚通过管道输送至混合器中,在混合器中回收的萃取剂与新鲜萃取剂混合后进入萃取精馏塔中循环使用。
2.根据权利要求1所述的乙酸乙酯与环己烷的分离方法,其特征在于:步骤①中萃取精馏塔的塔板数为15~30块;萃取精馏时回流比为0.1~5.0∶1。
3.根据权利要求2所述的乙酸乙酯与环己烷的分离方法,其特征在于:步骤①中乙酸乙酯与环己烷的混合物进料温度为22℃~28℃,进料压力为1.1~1.3atm,进料板为距离塔顶3/5~19/20处的塔板。
4.根据权利要求3所述的乙酸乙酯与环己烷的分离方法,其特征在于:步骤①中萃取精馏塔塔顶冷凝器压力为0.1atm~2.0atm。
5.根据权利要求3所述的乙酸乙酯与环己烷的分离方法,其特征在于:萃取剂苯酚进料温度为22℃~28℃,进料压力为1.0~1.1atm,进料板为距离塔顶1/4~1/2处的塔板。
6.根据权利要求1所述的乙酸乙酯与环己烷的分离方法,其特征在于:步骤②中普通精馏塔的塔板数为15~30块;普通精馏时回流比为0.1~5.0∶1。
7.根据权利要求6所述的乙酸乙酯与环己烷的分离方法,其特征在于:步骤②中乙酸乙酯和苯酚的进料温度为20℃~81℃,进料压力为1.1~1.3atm,进料板为距离塔顶1/4~3/4处的塔板。
8.根据权利要求7所述的乙酸乙酯与环己烷的分离方法,其特征在于:步骤②中普通精馏塔的塔顶冷凝器压力为0.1atm~2atm。
说明书
技术领域
本发明涉及混合物的分离方法,具体涉及乙酸乙酯与环己烷的分离方法。
背景技术
乙酸乙酯和环己烷是非常重要的精细有机原料和有机溶剂,乙酸乙酯具有优异的溶解能力和快干低毒的性能,可作为医药、食品、香精香料等的溶剂;环己烷由于毒性小,可用作橡胶、涂料、清漆的溶剂,胶粘剂的稀释剂或油脂萃取剂。
乙酸乙酯和环己烷的混合物作为反应原料和混合溶剂普遍存在于有机合成、农药和医药等领域。对于乙酸乙酯和环己烷作为混合溶剂的情况,反应结束后,如果不能对回收得到的混合溶剂进行分离提纯再利用的话,反应的成本较高,也是乙酸乙酯及环己烷的浪费。
但是由于环己烷和乙酸乙酯的正常沸点分别为80.78℃和77.20 ℃,在10113kPa下形成二元共沸物,共沸组成为环己烷的质量分数为46.40%,乙酸乙酯的质量分数为53.60%,共沸温度70.68℃,因此采用普通精馏法无法将其分离;而如果使用毛细管柱进行分离的话,分离成本太高,甚至有可能超过回收得到的乙酸乙酯和环己烷的价值。因此开发经济的乙酸乙酯和环己烷的分离技术具有十分重要的意义。
发明内容
本发明所要解决的技术问题是提供一种分离成本低、分离效率高的乙酸乙酯与环己烷的分离方法。
实现本发明目的的技术方案是一种乙酸乙酯与环己烷的分离方法,所用分离装置包括混合器、萃取精馏塔、泵和普通精馏塔,混合器的出料口通过出料管道与萃取精馏塔的上部相连,萃取精馏塔的塔底通过管道与泵进料口相连通,泵的出料口与普通精馏塔相连,普通精馏塔的塔底通过管道与混合器相连通;包括以下步骤:
①加热使萃取精馏塔塔釜釜温逐渐升高,进行全回流操作至塔顶温度稳定在70℃~90℃,塔底温度稳定在70℃~180℃;将待分离的乙酸乙酯与环己烷的混合物从萃取精馏塔的中部进料,将萃取剂苯酚在混合器中混合后从萃取精馏塔的上部进料;萃取精馏塔的塔顶采出环己烷并进入储罐;萃取剂苯酚与乙酸乙酯和环己烷的混合物的进料摩尔比为0.5~2.5∶1。
②加热使普通精馏塔塔釜釜温逐渐升高,进行全回流操作至塔顶温度稳定在70℃~90℃,塔底温度稳定在77℃~180℃;将步骤①萃取精馏后萃取精馏塔的塔底液体由泵输送到普通精馏塔的中部,萃取精馏塔的塔底液体为乙酸乙酯和苯酚的混合物;在普通精馏塔的塔顶采出乙酸乙酯并进入储罐。
③将步骤②普通精馏后塔底回收的萃取剂苯酚通过管道输送至混合器中,在混合器中回收的萃取剂与新鲜萃取剂混合后进入萃取精馏塔中循环使用。
上述步骤①中萃取精馏塔的塔板数为15~30块;萃取精馏时回流比为0.1~5.0∶1。
作为优选的,步骤①中乙酸乙酯与环己烷的混合物进料温度为22℃~28℃,进料压力为1.1~1.3atm,进料板为距离塔顶3/5~19/20处的塔板。
上述步骤①中萃取精馏塔塔顶冷凝器压力为0.1atm~2.0atm。
作为优选的,萃取剂苯酚进料温度为22℃~28℃,进料压力为1.0~1.1atm,进料板为距离塔顶1/4~1/2处的塔板。
上述步骤②中普通精馏塔的塔板数为15~30块;普通精馏时回流比为0.1~5.0∶1。
作为优选的,步骤②中乙酸乙酯和苯酚的进料温度为20℃~81℃,进料压力为1.1~1.3atm,进料板为距离塔顶1/4~3/4处的塔板。
上述步骤②中普通精馏塔的塔顶冷凝器压力为0.1atm~2atm。
本发明具有积极的效果:(1)本发明的分离乙酸乙酯与环己烷的方法采用萃取精馏和普通精馏结合的方式。在萃取精馏时,选择苯酚作为萃取剂,并控制混合物料与萃取剂的比例和适当的回流比,首先在萃取精馏塔塔顶分离出环己烷,环己烷的纯度高达99.95%以上,环己烷的收率亦高达99.95%以上;萃取精馏塔塔底流出的乙酸乙酯与苯酚的混合物进入普通精馏塔中进行分离,普通精馏塔塔顶产物中乙酸乙酯的纯度可高达99.9%,回收率70%以上。因此本发明的分离方法分离所得的乙酸乙酯与环己烷的纯度高,回收率高。
(2)萃取精馏时所用的萃取剂苯酚循环使用,减少了物料消耗和萃取剂处理的成本。由于普通精馏塔塔底流出的萃取剂中还含有一部分乙酸乙酯,这部分乙酸乙酯随着萃取剂的循环使用,可以在随后的普通精馏过程中出现在塔顶产物中。
(3)本发明的分离工艺流程简单,能耗低,分离成本低于回收得到的乙酸乙酯与环己烷的经济价值,因此具有较好的经济效益和社会效益。
附图说明
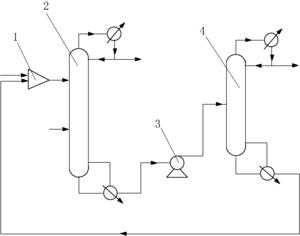
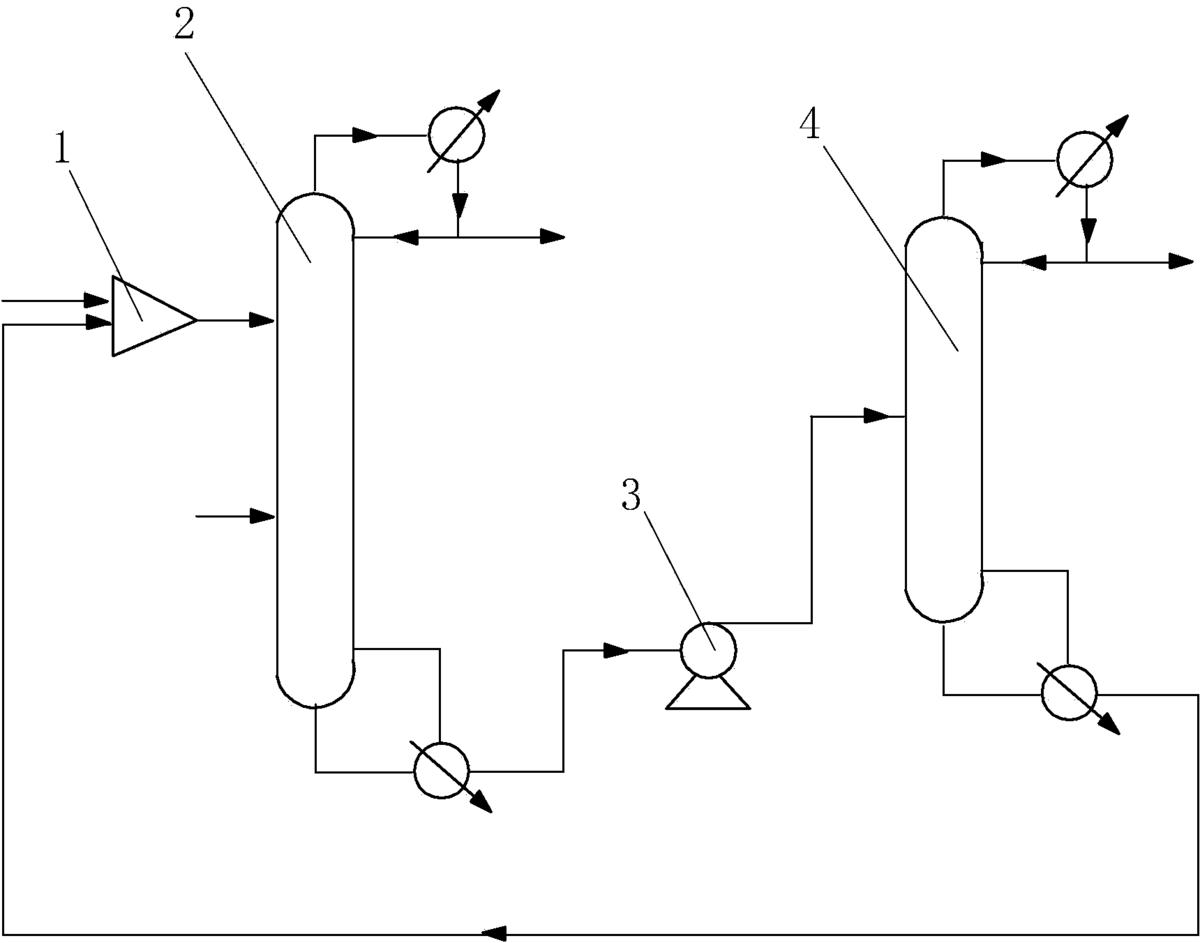
图1为本发明的乙酸乙酯与环己烷的分离工艺流程图;
上述附图中的标记如下:混合器1,萃取精馏塔2,泵3,普通精馏塔4。
具体实施方式
下面结合附图和具体实施方式对本发明作进一步详细的说明。
见图1,本发明的分离乙酸乙酯与环己烷的装置包括混合器1、萃取精馏塔2、泵3和普通精馏塔4。混合器1的出料口通过出料管道与萃取精馏塔2的上部相连,萃取精馏塔2的塔底通过管道与泵3进料口相连通,泵3的出料口与普通精馏塔4的中部相连,普通精馏塔4的塔底通过管道与混合器1相连通。
(实施例1)
本实施例的乙酸乙酯与环己烷的分离方法包括以下步骤:
①通过加热导热油的控制系统使萃取精馏塔塔釜釜温逐渐升高,进行全回流操作至塔顶温度稳定在70℃~90℃(本实施例中为72℃),塔底温度稳定在70℃~180℃(本实施例中为75℃)。
将待分离的乙酸乙酯与环己烷的混合物以0.03125kmol/h的进料量从萃取精馏塔2的中部进料。萃取精馏塔1的塔板数为24,蒸馏速率为0.02187 kmol/h。萃取精馏塔塔顶冷凝器压力为1atm。
乙酸乙酯与环己烷的混合物中环己烷的摩尔分数为70%,混合物进料温度为25℃,进料压力为1.1atm,进料板为第16块。
萃取剂苯酚从苯酚储罐中由管道输送至混合器1中,在混合器1中混合后以0.02769kmol/h的进料量从萃取精馏塔2的上部进料。苯酚进料温度为25℃,进料压力为1atm,进料板为第7块。萃取剂苯酚与乙酸乙酯和环己烷的混合物的进料摩尔比为0.88∶1。
控制萃取精馏塔塔顶回流比为1∶1,塔顶冷凝器压力为1atm开始采出,萃取精馏塔1的塔顶采出环己烷并进入储罐;萃取精馏塔塔顶产物中环己烷的摩尔分数为99.95%,收率为99.97%。
②通过加热导热油的控制系统使普通精馏塔4的塔釜釜温逐渐升高,进行全回流操作至塔顶温度稳定在70℃~90℃(本实施例中为78℃),塔底温度稳定在77℃~180℃℃(本实施例中为82℃)。将步骤①萃取精馏后萃取精馏塔2的塔底液体由泵3输送到普通精馏塔4的中部;萃取精馏塔2的塔底液体为乙酸乙酯和苯酚的混合物。
普通精馏塔4的塔板数为24,蒸馏速率为0.006612 kmol/h。乙酸乙酯和苯酚的混合物进料压力为1atm,进料板为第11块。
控制塔顶回流比为1.1∶1,普通精馏塔塔顶冷凝器压力为1atm,在普通精馏塔4的塔顶采出乙酸乙酯并进入储罐。普通精馏塔塔顶产物中乙酸乙酯摩尔分数为99.90%,收率为70.46%。
③将步骤②普通精馏后塔底回收的萃取剂苯酚通过管道输送至混合器1中;在混合器1中回收的萃取剂与新鲜萃取剂混合后进入萃取精馏塔1中循环使用。
本实施例的整个分离操作过程塔釜温度较低,能耗较小,工艺操作简单且分离效率高;由于萃取剂苯酚可以循环使用,因此减少了物料消耗和萃取剂处理的成本。由于普通精馏塔塔底流出的萃取剂中还含有一部分乙酸乙酯,这部分乙酸乙酯随着萃取剂的循环使用,可以在随后的普通精馏过程中出现在塔顶产物中。本实施例的分离成本低于回收得到的乙酸乙酯与环己烷的经济价值,因此具有较好的经济效益和社会效益。
(实施例2)
本实施例的乙酸乙酯与环己烷的分离方法其余与实施例1相同,不同之处在于:
步骤①萃取精馏时控制萃取精馏塔塔顶冷凝器压力为0.8atm,萃取精馏塔塔顶产物中环己烷的摩尔分数为99.98%,收率为99.98%。
步骤②普通精馏时控制普通精馏塔塔顶冷凝器压力为0.8atm,普通精馏塔塔顶产物中乙酸乙酯摩尔分数为99.95%,收率为70.51%。
(实施例3)
本实施例的乙酸乙酯与环己烷的分离方法其余与实施例1相同,不同之处在于:
步骤①萃取精馏时控制回流比为3∶1,萃取精馏塔塔顶产物中环己烷的摩尔分数为98.85%,收率为98.84%。步骤②普通精馏塔塔顶产物中乙酸乙酯摩尔分数为96.22%,收率为67.86%。
(实施例4)
本实施例的乙酸乙酯与环己烷的分离方法其余与实施例1相同,不同之处在于:
步骤②普通精馏时控制回流比为3∶1,步骤②普通精馏塔塔顶产物中乙酸乙酯摩尔分数为99.91%,收率为70.46%。
(实施例5)
本实施例的乙酸乙酯与环己烷的分离方法其余与实施例1相同,不同之处在于:
步骤①萃取精馏时萃取精馏塔塔板数为17,乙酸乙酯与环己烷的混合物的进料板块为第16块,苯酚的进料板为第7块。
步骤①萃取精馏塔塔顶产物中环己烷的摩尔分数为96.98%,回收率为96.97%。步骤②普通精馏塔塔顶产物中乙酸乙酯摩尔分数为90.07%,收率为63.52%。
(实施例6)
本实施例的乙酸乙酯与环己烷的分离方法其余与实施例1相同,不同之处在于:
步骤①中萃取剂苯酚与乙酸乙酯和环己烷的混合物的进料摩尔比为0.5∶1。萃取精馏塔塔顶产物中环己烷的摩尔分数为95.50%,收率为95.36%。普通精馏塔塔顶产物中乙酸乙酯摩尔分数为86.71%,收率为61.15%。
(实施例7)
本实施例的乙酸乙酯与环己烷的分离方法其余与实施例1相同,不同之处在于:
步骤①中萃取剂苯酚与乙酸乙酯和环己烷的混合物的进料摩尔比为2.5∶1。萃取精馏塔塔顶产物中环己烷的摩尔分数为99.98%,收率为99.96%。普通精馏塔塔顶产物中乙酸乙酯摩尔分数为61.25%,收率为43.18%。
价值度评估
技术价值
经济价值
法律价值
0 0 061.0分
0 50 75 100专利价值度是通过科学的评估模
型对专利价值进行量化的结果,
基于专利大数据针对专利总体特
征指标利用计算机自动化技术对
待评估专利进行高效、智能化的
分析,从技术、经济和法律价值
三个层面构建专利价值评估体
系,可以有效提升专利价值评估
的质量和效率。
总评:61.0分
该专利价值中等 (仅供参考)
本专利文献中包含【4 个技术分类】,从一定程度上而言上述指标的数值越大可以反映出所述专利的技术保护及应用范围越广。 【专利权的维持时间12 年】专利权的维持时间越长,其价值对于权利人而言越高。 尤其重要是,该专利 【权利转移1 次】、 都从侧面反应出该专利的技术、经济和法律价值。
技术价值 30.0
该指标主要从专利申请的著录信息、法律事件等内容中挖掘其技术价值,专利类型、独立权利要求数量、无效请求次数等内容均可反映出专利的技术性价值。 技术创新是专利申请的核心,若您需要进行技术借鉴或寻找可合作的项目,推荐您重点关注该指标。
部分指标包括:
授权周期(发明)
18 个月独立权利要求数量
0 个从属权利要求数量
0 个说明书页数
4 页实施例个数
0 个发明人数量
8 个被引用次数
0 次引用文献数量
0 个优先权个数
0 个技术分类数量
4 个无效请求次数
0 个分案子案个数
0 个同族专利数
0 个专利获奖情况
无保密专利的解密
否经济价值 9.0
该指标主要指示了专利技术在商品化、产业化及市场化过程中可能带来的预期利益。 专利技术只有转化成生产力才能体现其经济价值,专利技术的许可、转让、质押次数等指标均是其经济价值的表征。 因此,若您希望找到行业内的运用广泛的热点专利技术及侵权诉讼中的涉案专利,推荐您重点关注该指标。
部分指标包括:
申请人数量
1申请人类型
院校许可备案
0 次权利质押
0 次权利转移
1 个海关备案
否法律价值 22.0
该指标主要从专利权的稳定性角度评议其价值。专利权是一种垄断权,但其在法律保护的期间和范围内才有效。 专利权的存续时间、当前的法律状态可反映出其法律价值。故而,若您准备找寻权属稳定且专利权人非常重视的专利技术,推荐您关注该指标。
部分指标包括:
存活期/维持时间
12法律状态
有权-审定授权







 苏公网安备 32041202001399号
苏公网安备 32041202001399号



 loading...
loading...