
【中国发明,中国发明授权】一种Cu/碳石墨机械密封复合材料的制备方法
有权-审定授权 中国
- 申请号:
- CN201310304208.8
- 专利权人:
- 常州大学
- 授权公告日/公开日:
- 2015.04.22
- 专利有效期:
- 2013.07.18-2033.07.18
- 技术分类:
- C08:有机高分子化合物;其制备或化学加工;以其为基料的组合物
- 转化方式:
- 转让
- 价值度指数:
-
- 62.0分
- 价格:
- 面议
发布人
魏伟
联系人魏伟
-

- 0519-86330052

-

- 814255742
-

- 13656116725

- 专利信息&法律状态
- 专利自评
- 专利技术文档
- 价值度指数
- 发明人阵容
 著录项
著录项
- 申请号
- CN201310304208.8
- 申请日
- 20130718
- 公开/公告号
- CN103408890A
- 公开/公告日
- 20131127
- 申请/专利权人
- [常州大学]
- 发明/设计人
- [魏伟, 孙园, 魏坤霞, 杜庆柏, 胡静]
- 主分类号
- C08L61/06
- IPC分类号
- C12N 9/0008(2013.01) C12N 9/16
- CPC分类号
- C12N 9/0008(2013.01) C12N 9/16(2013.01)
- 分案申请地址
- 国省代码
- 江苏(32)
- 颁证日
- G06T1/00
- 代理人
- [卢亚丽]
摘要
本发明涉及Cu/碳石墨复合材料,特指一种机械密封材料的制备方法。所述方法利用机械混捏法,首先将一定配比的石墨、高碳、铜粉和酚醛树脂依次放入橡塑密炼机中进行热混捏,然后将混捏料破碎过筛,取适量的混捏粉料在压力机下压制成型,最后放进箱式电炉中进行加热固化,制备出Cu/碳石墨机械密封复合材料。本发明工艺简单,制备的机械密封材料密度大、硬度高且摩擦系数小,满足机械密封材料的工业使用要求。
法律状态
| 法律状态公告日 | 20210326 |
| 法律状态 | 专利权人的姓名或者名称、地址的变更 |
| 法律状态信息 | 专利权人的姓名或者名称、地址的变更 IPC(主分类):C08L 61/06 专利号:ZL2013103042088 变更事项:专利权人 变更前:常熟市知识产权运营中心有限公司 变更后:常熟市知识产权运营中心有限公司 变更事项:地址 变更前:215500 江苏省苏州市常熟市草荡路13号 变更后:215500 江苏省苏州市常熟市常福街道联丰路68号4号楼5楼 |
| 法律状态公告日 | 20210112 |
| 法律状态 | 专利申请权、专利权的转移 |
| 法律状态信息 | 专利权的转移 IPC(主分类):C08L 61/06 专利号:ZL2013103042088 登记生效日:20201230 变更事项:专利权人 变更前权利人:常州大学 变更后权利人:常熟市知识产权运营中心有限公司 变更事项:地址 变更前权利人:213164 江苏省常州市武进区滆湖中路1号 变更后权利人:215500 江苏省苏州市常熟市草荡路13号 |
| 法律状态公告日 | 20150422 |
| 法律状态 | 授权 |
| 法律状态信息 | 授权 |
| 法律状态公告日 | 20131218 |
| 法律状态 | 实质审查的生效 |
| 法律状态信息 | 实质审查的生效 IPC(主分类):C08L 61/06 申请日:20130718 |
| 法律状态公告日 | 20131218 |
| 法律状态 | 实质审查的生效 |
| 法律状态信息 | 实质审查的生效IPC(主分类):C08L 61/06申请日:20130718 |
| 法律状态公告日 | 20131127 |
| 法律状态 | 公开 |
| 法律状态信息 | 公开 |
| 事务数据公告日 | 20210112 |
| 事务数据类型 | 专利申请权、专利权的转移 |
| 转让详情 | 专利权的转移 IPC(主分类):C08L 61/06 专利号:ZL2013103042088 登记生效日:20201230 变更事项:专利权人 变更前权利人:常州大学 变更后权利人:常熟市知识产权运营中心有限公司 变更事项:地址 变更前权利人:213164 江苏省常州市武进区滆湖中路1号 变更后权利人:215500 江苏省苏州市常熟市草荡路13号 |
权利要求
权利要求数量(4)
独立权利要求数量(1)
1.一种Cu/碳石墨机械密封复合材料的制备方法,其步骤为:
(1)将石墨、高碳、铜粉和酚醛树脂按照质量份数20~30份石墨、10~20份高碳、10~30份铜粉和30份酚醛树脂的比例放入橡塑密炼机中,加热混捏;
(2)将混捏料破碎,过200目筛;
(3)称取适量的混捏粉料装入模具中;
(4)在一定的压力下将粉料压制成型;
(5)最后将复合材料放入箱式电炉中,按照一定的升温程序加热固化。
2. 根据权利要求1所述的一种Cu/碳石墨机械密封复合材料的制备方法,其特征在于:70℃机械混捏1个小时,90℃再混捏2个小时。
3. 根据权利要求1所述的一种Cu/碳石墨机械密封复合材料的制备方法,其特征在于:压制成型时压力为5~15MPa,保压1min。
4. 根据权利要求1所述的一种Cu/碳石墨机械密封复合材料的制备方法,其特征在于:材料的加热固化程序如下所示:第一阶段:0.5小时从室温~140℃,140℃时保温1小时;第二阶段:5min 从140℃~150℃,150℃时保温1小时;第三阶段:5min从 150℃~160℃,160℃时保温1小时;第四阶段:5min 从160℃~170℃,170℃时保温1小时;第五阶段:5min 从170℃~180℃,180℃时保温1小时;第六阶段:5min 从180℃~190℃,190℃时保温1小时;第七阶段:5min 从190℃~200℃,200℃时保温1小时;最后随炉冷却至室温。
1.一种Cu/碳石墨机械密封复合材料的制备方法,其步骤为:
(1)将石墨、高碳、铜粉和酚醛树脂按照质量份数20~30份石墨、10~20份高碳、10~30份铜粉和30份酚醛树脂的比例放入橡塑密炼机中,加热混捏;
(2)将混捏料破碎,过200目筛;
(3)称取适量的混捏粉料装入模具中;
(4)在一定的压力下将粉料压制成型;
(5)最后将复合材料放入箱式电炉中,按照一定的升温程序加热固化。
2. 根据权利要求1所述的一种Cu/碳石墨机械密封复合材料的制备方法,其特征在于:70℃机械混捏1个小时,90℃再混捏2个小时。
3. 根据权利要求1所述的一种Cu/碳石墨机械密封复合材料的制备方法,其特征在于:压制成型时压力为5~15MPa,保压1min。
4. 根据权利要求1所述的一种Cu/碳石墨机械密封复合材料的制备方法,其特征在于:材料的加热固化程序如下所示:第一阶段:0.5小时从室温~140℃,140℃时保温1小时;第二阶段:5min 从140℃~150℃,150℃时保温1小时;第三阶段:5min从 150℃~160℃,160℃时保温1小时;第四阶段:5min 从160℃~170℃,170℃时保温1小时;第五阶段:5min 从170℃~180℃,180℃时保温1小时;第六阶段:5min 从180℃~190℃,190℃时保温1小时;第七阶段:5min 从190℃~200℃,200℃时保温1小时;最后随炉冷却至室温。
说明书
本发明属于复合材料领域,具体涉及到一种Cu/碳石墨机械密封复合材料的制备方法。
随着现代工业的发展,旋转机械的运转条件越来越苛刻,因此机械密封对材料的要求也越来越高。为了满足密封性能的要求,密封材料必须具备优异的自润滑性能、良好的耐腐蚀性能、低而稳定的摩擦系数、高导热性、低膨胀系数、高比强和大的热容等性能。而碳/石墨材料就具有这些优异的热物理性能,因此碳/石墨材料在现代密封材料中占有重要地位,主要用于汽车发动机、内燃机的冷却系统、液压系统和气动系统中的管路、阀门和箱体等部件的静密封和动密封,以及结构和防热系统部件的密封。
目前我国生产的碳/石墨材料存在强度低,气密性差,磨损率高等缺点,然而高性能机械用碳/石墨复合材料国外处于领先地位,而且国外公司禁止向我国转让高性能机械用碳/石墨材料的生产技术。因此需要我们通过原材料的性能提高,配方设计改进,加工工艺和制造设备等多项措施来提高碳/石墨材料的使用质量,从而达到高强度,高密度,气孔率低,抗氧化,摩擦系数低,耐磨损,光滑细腻,易加工制造等性能特点。
碳/石墨材料大致分为焙烧的碳/石墨材料,石墨化的碳/石墨材料,浸树脂和浸金属的碳/石墨材料,树脂粘结的碳/石墨材料,氟化石墨材料与渗硅石墨材料等。为制备高性能的碳石墨复合材料,发明专利“碳石墨复合材料的生产方法”(专利号:200910026483.1)提出了一种将碳粉与短纤维经热混捏、压制成型、高温焙烧、煤沥青浸渍、二次高温焙烧、树脂浸渍、车加工、二次树脂浸渍的方法,从而制备出来了抗热震性、耐冲击性、耐磨性能高的碳石墨材料,可用于航天航空及军事工业上。发明专利“一种浸金属用炭/石墨材料的制备方法”(专利号:200910075451.0)针对碳石墨材料强度低、气密性差等问题,提出将石油焦、石墨粉按一定比例加热混合,然后加入粘结剂沥青,经多次轧片,最后高温下烧结制得一种浸金属用的炭/石墨材料,该材料机械强度高、孔径小且分布均匀。文献“制备工艺对炭/石墨密封材料性能及结构的影响”(刘占军等人,炭素技术,2010年29卷4期,1-4页)中提到在炭基体中通过真空高压浸渍金属Cu后,材料的体积密度、肖氏硬度大幅度增加。
由于铜石墨复合材料不仅具有良好的强度、硬度、导电导热性能等特点的铜,还具有良好的自润滑性、抗烧蚀,耐化学腐蚀性能的石墨,从而使得铜石墨复合材料在摩擦、密封材料和机械零件材料领域发挥着重大作用。目前碳石墨复合材料多采用将石墨焙烧后通过真空浸渍获得,但由于考虑到经济效益,焙烧与浸渍工艺的工业化生产成本较高。前述专利和文献中碳石墨复合材料的制备方法虽能达到密封材料的使用要求,但是存在生产工艺复杂、成本高。本发明提出一种短流程、低成本的Cu/碳石墨机械密封复合材料的制备方法。
为了克服碳石墨机械密封材料硬度低,耐磨性能差,磨损率高等缺点,本发明提供了一种Cu/碳石墨机械密封复合材料的制备方法,其具体步骤如下:
(1)按照质量份数比称取20~30份石墨、10~20份高碳、10~30份铜粉和30份酚醛树脂;
(2)将称取的原料放入橡塑密炼机中混合均匀,70℃机械混捏1个小时,90℃再混捏2个小时;
(3)将混捏料粉碎,过200目筛;
(4)称取适量的混捏粉料放入模具中,施加5~15MPa压力进行冷压成型,保压1min;
(5)最后将复合材料放入箱式电炉中,按照一定的温度梯度固化。
材料的加热固化程序如下所示:第一阶段:0.5小时从室温~140℃,140℃时保温1小时;第二阶段:5min从140℃~150℃,150℃时保温1小时;第三阶段:5min从150℃~160℃,160℃时保温1小时;第四阶段:5min从160℃~170℃,170℃时保温1小时;第五阶段:5min从170℃~180℃,180℃时保温1小时;第六阶段:5min从180℃~190℃,190℃时保温1小时;第七阶段:5min从190℃~200℃,200℃时保温1小时;最后随炉冷却至室温。
本发明的原理:以石墨、高碳为基体,添加一定量的铜粉,酚醛树脂为粘结剂,通过机械搅拌均匀混合,然后经压制成型,最后加热固化成型。此过程中酚醛树脂受热逐渐固化,由线型和支链型变为具有高邻位的体型树脂,从而石墨、高碳、铜粉颗粒与颗粒之间通过酚醛树脂彼此相连,形成致密的网络结构,最后得到了高密度高强度的Cu/碳石墨复合机械密封材料。
实施例一:
按照质量分数比称取30份石墨、20份高碳、10份铜粉和30份酚醛树脂放入橡塑密炼机中,70℃机械混捏1个小时,然后在90℃再混捏2个小时;将混捏料粉碎,过200目筛;称取1.5g混捏粉料放入模具中,施加15MPa的压力冷压成型,保压1min;最后将复合材料放入箱式电炉中,按照如下的温度梯度固化。
第一阶段:0.5小时从室温~140℃,140℃时保温1小时;第二阶段:5min从140℃~150℃,150℃时保温1小时;第三阶段:5min从150℃~160℃,160℃时保温1小时;第四阶段:5min从160℃~170℃,170℃时保温1小时;第五阶段:5min从170℃~180℃,180℃时保温1小时;第六阶段:5min从180℃~190℃,190℃时保温1小时;第七阶段:5min从190℃~200℃,200℃时保温1小时;最后随炉冷却至室温。
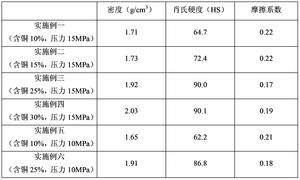
本实施方案制得的机械密封材料的密度为1.71g/cm3,肖氏硬度为64.7HS,摩擦系数为0.22。
实施例二
按照质量分数比称取25份石墨、20份高碳、15份铜粉和30份酚醛树脂放入橡塑密炼机中,70℃机械混捏1个小时,90℃再混捏2个小时;将混捏料粉碎,过200目筛;称取适量的混捏粉料放入模具中,施加15MPa的压力冷压成型,保压1min;最后将复合材料放入箱式电炉中,按照实施例一的温度梯度固化。
本实施方案制得的机械密封材料的密度为1.73g/cm3,肖氏硬度为72.4HS,摩擦系数为0.22。
实施例三
按照质量分数比称取20份石墨、15份高碳、25份铜粉和30份酚醛树脂放入橡塑密炼机中,70℃机械混捏1个小时,90℃再混捏2个小时;将混料粉碎,过200目筛;称取适量的混捏粉料放入模具中,施加15MPa的压力冷压成型,保压1min;最后将复合材料放入箱式电炉中,按照实施例一的温度梯度固化。
本实施方案制得的机械密封材料的密度为1.92g/cm3,肖氏硬度为90.0HS,摩擦系数为0.17。
实施例四
按照质量分数比称取20份石墨、10份高碳、30份铜粉和30份酚醛树脂放入橡塑密炼机中,70℃机械混捏1个小时,90℃再混捏2个小时;将混料粉碎,过200目筛;称取适量的混捏粉料放入模具中,施加15MPa的压力冷压成型,保压1min;最后将复合材料放入箱式电炉中,按照实施例一的温度梯度固化。
本实施方案制得的机械密封材料的密度为2.03g/cm3,肖氏硬度为90.1HS,摩擦系数为0.19。
实施例五
按照质量分数比称取30份石墨、20份高碳、10份铜粉和30份酚醛树脂放入橡塑密炼机中,70℃机械混捏1个小时,90℃再混捏2个小时;将混料捏粉碎,过200目筛;称取适量的混捏粉料放入模具中,施加10MPa的压力冷压成型,保压1min;最后将复合材料放入箱式电炉中,按照实施例一的温度梯度固化。
本实施方案制得的机械密封材料的密度为1.65g/cm3左右,肖氏硬度为62.2HS左右,摩擦系数为0.21。
实施例六
按照质量分数比称取20份石墨、15份高碳、25份铜粉和30份酚醛树脂放入橡塑密炼机中,70℃机械混捏1个小时,90℃再混捏2个小时;将混捏料粉碎,过200目筛;称取适量的混捏粉料放入模具中,施加10MPa的压力冷压成型,保压1min;最后将复合材料放入箱式电炉中,按照实施例一的温度梯度固化。
本实施方案制得的机械密封材料的密度为1.91g/cm3,肖氏硬度为86.8HS,摩擦系数为0.18。
实施例七
按照质量分数比称取20份石墨、10份高碳、30份铜粉和30份酚醛树脂放入橡塑密炼机中,70℃机械混捏1个小时,90℃再混捏2个小时;将混捏料粉碎,过200目筛;称取适量的混捏粉料放入模具中,施加10MPa的压力冷压成型,保压1min;最后将复合材料放入箱式电炉中,按照实施例一的温度梯度固化。
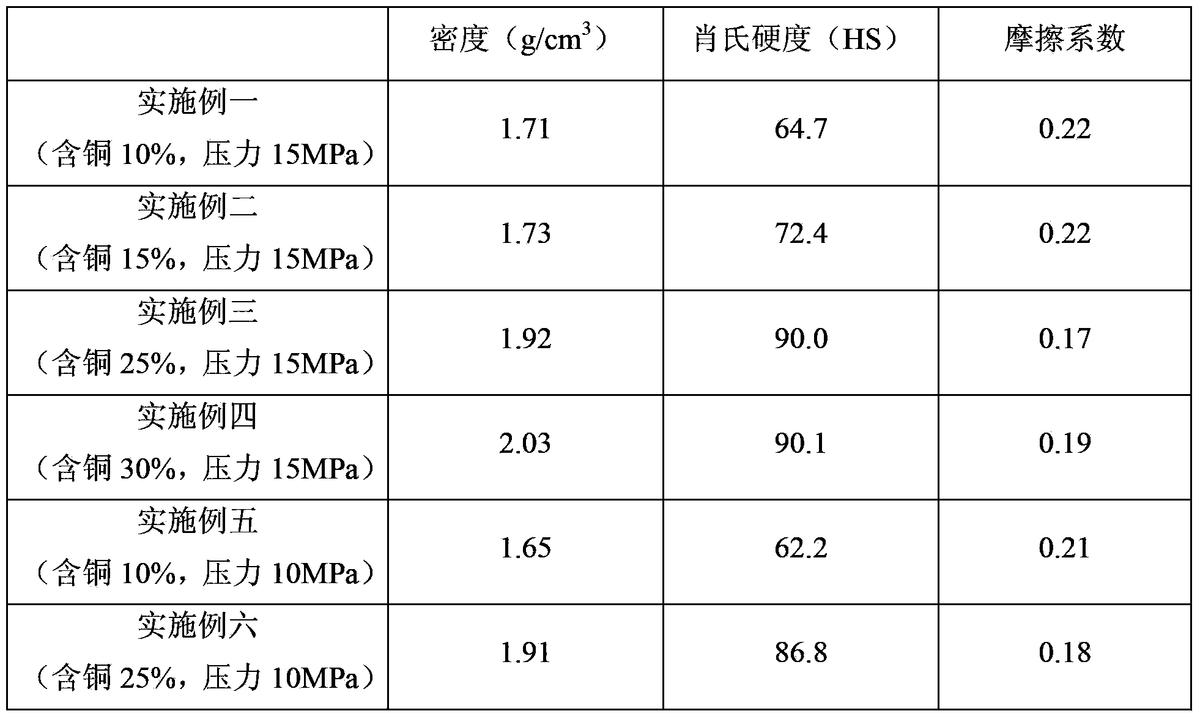
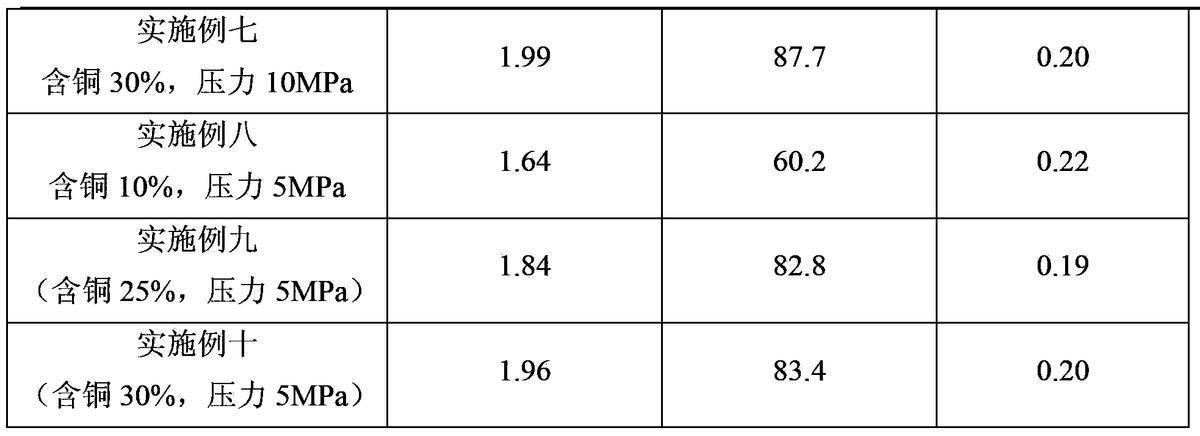
本实施方案制得的机械密封材料的密度为1.99g/cm3,肖氏硬度为87.7HS,摩擦系数为0.20。
实施例八
按照质量分数比称取30份石墨、20份高碳、10份铜粉和30份酚醛树脂放入橡塑密炼机中,70℃机械混捏1个小时,90℃再混捏2个小时;将混捏料粉碎,过200目筛;称取适量的混捏粉料放入模具中,施加5MPa的压力冷压成型,保压1min;最后将复合材料放入箱式电炉中,按照实施例一的温度梯度固化。
本实施方案制得的机械密封材料的密度为1.64g/cm3左右,肖氏硬度为54.2HS左右,摩擦系数为0.22。
实施例九
按照质量分数比称取20份石墨、15份高碳、25份铜粉和30份酚醛树脂放入橡塑密炼机中,70℃机械混捏1个小时,90℃再混捏2个小时;将混捏料粉碎,过200目筛;称取适量的混捏粉料放入模具中,施加5MPa的压力冷压成型,保压1min;最后将复合材料放入箱式电炉中,按照实施例一的温度梯度固化。
本实施方案制得的机械密封材料的密度为1.84g/cm3,肖氏硬度为82.8HS,摩擦系数0.19。
实施例十
按照质量分数比称取20份石墨、10份高碳、30份铜粉和30份酚醛树脂放入橡塑密炼机中,70℃机械混捏1个小时,90℃再混捏2个小时;将混料粉碎,过200目筛;称取适量的混捏粉料放入模具中,施加5MPa的压力冷压成型,保压1min;最后将复合材料放入箱式电炉中,按照实施例一的温度梯度固化。
本实施方案制得的机械密封材料的密度为1.96g/cm3,肖氏硬度为83.4HS,摩擦系数为0.20。
实施例1~10在不同工艺条件下Cu/碳石墨机械密封复合材料的密度、肖氏硬度及摩擦系数测试结果见表1。
表1Cu/碳石墨机械密封复合材料的密度、肖氏硬度和摩擦系数
从表1可以看出,在碳石墨基体中添加铜粉,在一定的压制成型压力下,随着铜粉添加量的增加,密度、硬度逐渐增大并趋于平缓;铜粉添加量为25%,压制压力为15MPa时,材料的摩擦系数最小为0.17。在本发明方法下,Cu/碳石墨机械密封复合材料的密度可达到1.64g/cm3以上,硬度达到60.2HS以上,摩擦系数为0.17~0.22,满足机械密封材料的工业使用要求。
价值度评估
技术价值
经济价值
法律价值
0 0 062.0分
0 50 75 100专利价值度是通过科学的评估模
型对专利价值进行量化的结果,
基于专利大数据针对专利总体特
征指标利用计算机自动化技术对
待评估专利进行高效、智能化的
分析,从技术、经济和法律价值
三个层面构建专利价值评估体
系,可以有效提升专利价值评估
的质量和效率。
总评:62.0分
该专利价值中等 (仅供参考)
本专利文献中包含【6 个技术分类】,从一定程度上而言上述指标的数值越大可以反映出所述专利的技术保护及应用范围越广。 【专利权的维持时间12 年】专利权的维持时间越长,其价值对于权利人而言越高。 尤其重要是,该专利 【权利转移1 次】、 都从侧面反应出该专利的技术、经济和法律价值。
技术价值 31.0
该指标主要从专利申请的著录信息、法律事件等内容中挖掘其技术价值,专利类型、独立权利要求数量、无效请求次数等内容均可反映出专利的技术性价值。 技术创新是专利申请的核心,若您需要进行技术借鉴或寻找可合作的项目,推荐您重点关注该指标。
部分指标包括:
授权周期(发明)
21 个月独立权利要求数量
0 个从属权利要求数量
0 个说明书页数
5 页实施例个数
0 个发明人数量
5 个被引用次数
0 次引用文献数量
0 个优先权个数
0 个技术分类数量
6 个无效请求次数
0 个分案子案个数
0 个同族专利数
0 个专利获奖情况
无保密专利的解密
否经济价值 9.0
该指标主要指示了专利技术在商品化、产业化及市场化过程中可能带来的预期利益。 专利技术只有转化成生产力才能体现其经济价值,专利技术的许可、转让、质押次数等指标均是其经济价值的表征。 因此,若您希望找到行业内的运用广泛的热点专利技术及侵权诉讼中的涉案专利,推荐您重点关注该指标。
部分指标包括:
申请人数量
1申请人类型
院校许可备案
0 次权利质押
0 次权利转移
1 个海关备案
否法律价值 22.0
该指标主要从专利权的稳定性角度评议其价值。专利权是一种垄断权,但其在法律保护的期间和范围内才有效。 专利权的存续时间、当前的法律状态可反映出其法律价值。故而,若您准备找寻权属稳定且专利权人非常重视的专利技术,推荐您关注该指标。
部分指标包括:
存活期/维持时间
12法律状态
有权-审定授权







 苏公网安备 32041202001399号
苏公网安备 32041202001399号



 loading...
loading...