【中国发明,中国发明授权】一种倒T型通道挤压变形模具
有权-审定授权 中国
- 申请号:
- CN201410614363.4
- 专利权人:
- 常州大学
- 授权公告日/公开日:
- 2017.01.04
- 专利有效期:
- 2014.11.04-2034.11.04
- 技术分类:
- B21:基本上无切削的金属机械加工;金属冲压
- 转化方式:
- 转让
- 价值度指数:
-
- 61.0分
- 价格:
- 面议
发布人
魏伟
联系人魏伟
-

- 0519-86330052

-

- 814255742
-

- 13656116725

- 专利信息&法律状态
- 专利自评
- 专利技术文档
- 价值度指数
- 发明人阵容
 著录项
著录项
- 申请号
- CN201410614363.4
- 申请日
- 20141104
- 公开/公告号
- CN104492843A
- 公开/公告日
- 20150408
- 申请/专利权人
- [常州大学]
- 发明/设计人
- [魏坤霞, 马志俊, 魏伟, 杜庆柏, 胡静]
- 主分类号
- B21C25/02
- IPC分类号
- C12N 9/0008(2013.01) C12N 9/16
- CPC分类号
- C12N 9/0008(2013.01) C12N 9/16(2013.01)
- 分案申请地址
- 国省代码
- 江苏(32)
- 颁证日
- G06T1/00
- 代理人
- [霍冠禹]
摘要
本发明提供了一种倒“T”型通道挤压变形模具,包括挤压托板、挤压托板滑道、前模、后模和滚轮滑道。前模通过螺栓固定在后模上,后模通过螺栓固定在水平工作台面上,在前模和后模相对面分别设有垂直通道,垂直通道的上端与模具外部连通,垂直通道的底端连通有水平通道,垂直通道与水平通道的横截面形状和面积相同,垂直通道的相对两侧分别设有一挤压托板滑道,在所述托板滑道中安装有挤压托板,在挤压托板滑道的后方各设有一条滚轮通道,所述滚轮通道中的滚轮与挤压托板和坯料紧密接触。本发明的模具结构可以大幅度降低坯料与模具通道之间的摩擦力,节约模具拆装时间,减少试验成本。
法律状态
| 法律状态公告日 | 20250815 |
| 法律状态 | 专利权人的姓名或者名称、国籍和地址的变更 |
| 法律状态信息 | 专利权人的姓名或者名称、国籍和地址的变更 IPC(主分类):B21C 25/02 专利号:ZL2014106143634 变更事项:专利权人 变更前:凌志环保股份有限公司 变更后:凌志装备股份有限公司 变更事项:国家或地区 变更前:中国 变更后:中国 变更事项:地址 变更前:214215 江苏省无锡市宜兴市和桥镇南新东路 变更后:214215 江苏省无锡市宜兴市和桥镇南新东路 |
| 法律状态公告日 | 20231222 |
| 法律状态 | 专利申请权、专利权的转移 |
| 法律状态信息 | 专利权的转移 IPC(主分类):B21C 25/02 专利号:ZL2014106143634 登记生效日:20231206 变更事项:专利权人 变更前权利人:常州大学 变更后权利人:凌志环保股份有限公司 变更事项:地址 变更前权利人:213164 江苏省常州市武进区滆湖中路1号 变更后权利人:214215 江苏省无锡市宜兴市和桥镇南新东路 |
| 法律状态公告日 | 20170104 |
| 法律状态 | 授权 |
| 法律状态信息 | 授权 |
| 法律状态公告日 | 20150506 |
| 法律状态 | 实质审查的生效 |
| 法律状态信息 | 实质审查的生效 IPC(主分类):B21C 25/02 申请日:20141104 |
| 法律状态公告日 | 20150408 |
| 法律状态 | 公开 |
| 法律状态信息 | 公开 |
| 事务数据公告日 | 20231222 |
| 事务数据类型 | 专利申请权、专利权的转移 |
| 转让详情 | 专利权的转移 IPC(主分类):B21C 25/02 专利号:ZL2014106143634 登记生效日:20231206 变更事项:专利权人 变更前权利人:常州大学 变更后权利人:凌志环保股份有限公司 变更事项:地址 变更前权利人:213164 江苏省常州市武进区滆湖中路1号 变更后权利人:214215 江苏省无锡市宜兴市和桥镇南新东路 |
权利要求
权利要求数量(5)
独立权利要求数量(1)
1.一种倒“T”型通道挤压变形模具,其特征在于:
包括挤压托板(1)、挤压托板滑道(2),前模(3)和后模(4),所述前模(3)通过第 一螺栓(5)固定在后模(4)上,所述后模(4)通过第二螺栓(6)固定在水平工作台面上, 在所述前模(3)和后模(4)相对面分别设有垂直通道,所述垂直通道的上端与模具外部连 通,所述垂直通道的底端连通有水平通道,所述垂直通道与水平通道的横截面形状和面积相 同,所述垂直通道的相对两侧分别设有一挤压托板滑道(2),在所述托板滑道(2)中安装有 挤压托板(1)。
2.根据权利要求1所述的倒“T”型通道挤压变形模具,其特征在于:
在所述挤压托板滑道(2)的后方各设有一条滚轮通道(7),所述滚轮通道中的滚轮与挤 压托板(1)和坯料紧密接触。
3.根据权利要求1所述的倒“T”型通道挤压变形模具,其特征在于:
所述水平通道的中部宽度小于两端,呈“台阶”状。
4.根据权利要求1所述的倒“T”型通道挤压变形模具,其特征在于:
所述挤压托板(2)的缝隙与前模(3)和后模(4)之间的缝隙在同一平面上。
5.根据权利要求1所述的倒“T”型通道挤压变形模具,其特征在于:
所述第一螺栓(5)为6个,所述第二螺栓(6)为2个。
1.一种倒“T”型通道挤压变形模具,其特征在于:
包括挤压托板(1)、挤压托板滑道(2),前模(3)和后模(4),所述前模(3)通过第一螺栓(5)固定在后模(4)上,所述后模(4)通过第二螺栓(6)固定在水平工作台面上,在所述前模(3)和后模(4)相对面分别设有垂直通道,所述垂直通道的上端与模具外部连通,所述垂直通道的底端连通有水平通道,所述垂直通道与水平通道的横截面形状和面积相同,所述垂直通道的相对两侧分别设有一挤压托板滑道(2),在所述托板滑道(2)中安装有挤压托板(1)。
2.根据权利要求1所述的倒“T”型通道挤压变形模具,其特征在于:
在所述挤压托板滑道(2)的后方各设有一条滚轮通道(7),所述滚轮通道中的滚轮与挤压托板(1)和坯料紧密接触。
3.根据权利要求1所述的倒“T”型通道挤压变形模具,其特征在于:
所述水平通道的中部宽度小于两端,呈“台阶”状。
4.根据权利要求1所述的倒“T”型通道挤压变形模具,其特征在于:
所述挤压托板(2)的缝隙与前模(3)和后模(4)之间的缝隙在同一平面上。
5.根据权利要求1所述的倒“T”型通道挤压变形模具,其特征在于:
所述第一螺栓(5)为6个,所述第二螺栓(6)为2个。
说明书
技术领域
本发明属于金属加工成型技术领域,尤其是一种对金属材料进行大塑性变形的新型的倒“T”型通道挤压变形模具。
背景技术
超细晶金属材料(晶粒尺寸0.1~1μm)比粗晶材料具有优异的物理力学性能。大塑性变形是制备超细晶金属材料的常用方法,具有组织致密、无污染等优点,近年来受到广泛重视。目前,常用的大塑性变形方法有等通道挤压(equal channel angular pressing,ECAP)、高压扭转(high pressure torsion,HPT)、累积叠轧(accumulative roll bonding,ARB)、多向锻造(multi directional forging,MDF)和反复镦压(cyclic channel die compression,CCDC)等。其中等通道挤压是使用最广泛的手段之一,等通道挤压变形使用的模具大多为“L”型通道模具,这种模具结构操作较复杂,劳动强度较大,挤压杆容易失稳断裂。
中国专利200820200226.6公开了一种“T”型通道挤压装置。该装置与传统的“L”型等通道挤压变形模具相比,每道次挤压变形量更大,能更好的细化晶粒。但是该装置结构复杂,操作劳动强度较大,挤压结束时,需要拿出底板才能取出样品,操作繁琐,而且样品在通道中挤压所产生的变形摩擦力仍然很大,一方面使模具的损耗量过大,降低模具使用寿命,另一方面,坯料在通道中挤压产生的变形摩擦力使坯料表面的心部的组织不均匀,产生形变应力。
发明内容
针对现有技术中存在不足,本发明提供了一种结构简洁、能耗小,同时能够降低模具通道内壁与坯料之间摩擦力的新型倒“T”型通道挤压变形模具。
本发明是通过以下技术手段实现上述技术目的的。
一种倒“T”型通道挤压变形装置,包括挤压托板、挤压托板滑道,前模和后模,所述前模通过第一螺栓固定在后模上,所述后模通过第二螺栓固定在水平工作台面上,在所述前模和后模相对面分别设有垂直通道,所述垂直通道的上端与模具外部连通,所述垂直通道的底端连通有水平通道,所述垂直通道与水平通道的横截面形状和面积相同,所述垂直通道的相对两侧分别设有一挤压托板滑道,在所述托板滑道中安装有挤压托板。
进一步地,在挤压托板滑道的后方各设有一条滚轮通道,所述滚轮通道中的滚轮与挤压托板和坯料紧密接触。
进一步地,所述水平通道的中部与两端呈“台阶”状。
进一步地,所述挤压托板的缝隙与前模和后模之间的缝隙在同一平面上。
进一步地,所述第一螺栓为6个,所述第二螺栓为2个。
与现有技术相比,本发明装置具备如下优点:
1、本发明的新型装置由于是对挤压托板施加压力,可以有效减缓压杆失稳所导致的断裂问题。
2、本发明使用挤压托板和滚轮结构,从传统的滑动摩擦转变为滚动摩擦,有效降低了模具通道内壁与坯料之间的摩擦力。
3、本发明中的水平通道结构增加了小“台阶”,降低了挤压后期的摩擦力。
4、本发明的新型装置的结构简单,采用螺栓连接,拆卸方便,节省试验时间,提高试验工作效率。
附图说明
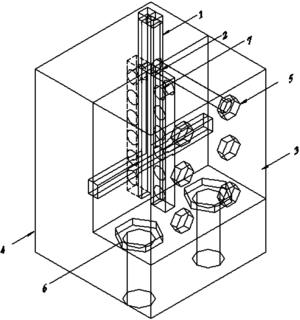
图1为本发明实施例一的倒“T”型通道挤压变形模具的三维示意图。
图2为本发明实施例一的倒“T”型通道挤压变形模具的主视图。
图3为本发明实施例一的倒“T”型通道挤压变形模具的俯视图。
图4为本发明实施例一的倒“T”型通道挤压变形模具的左视图。
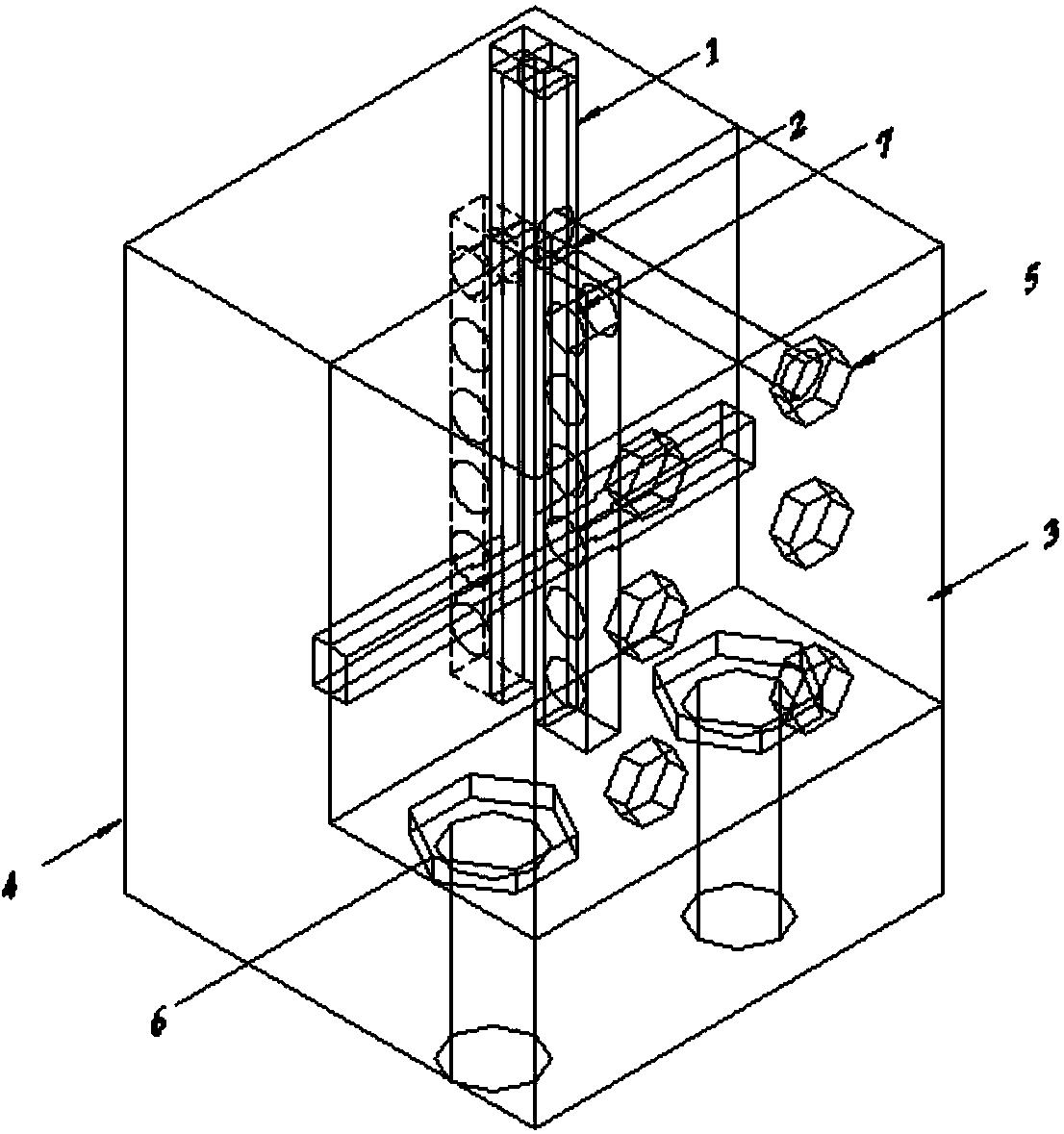
图5为本发明实施例二的倒“T”型通道挤压变形模具的三维示意图。
图6为本发明实施例二的倒“T”型通道挤压变形模具的主视图。
图7为本发明实施例二的倒“T”型通道挤压变形模具的俯视图。
图8为本发明实施例二的倒“T”型通道挤压变形模具的左视图。
图9为本发明实施例一中滚轮通道的结构示意图。
附图标记说明如下:
1-挤压托板,2-挤压托板滑道,3-前模,4-后模,5-第一螺栓,6-第二螺栓,7-滚轮通道。
具体实施方式
下面结合附图以及具体实施例对本发明作进一步的说明,但本发明的保护范围并不限于此。
实施例1
图1~图4为本实施例的倒“T”型通道挤压变形模具的结构示意图。从图中可以开出,该装置包括挤压托板1、挤压托板滑道2,前模3和后模4,所述前模3通过六个第一螺栓5紧密连接固定在后模4上,所述后模4通过两个第二螺栓6固定在水平工作台面上。在所述 前模3和后模4的相对面的中心部位分别设有垂直通道,所述垂直通道的上端与模具外部连通,所述垂直通道的底端连通有水平通道,前模3和后模4整体组合形成一个完整的倒“T”型通道,且所述垂直通道与水平通道的横截面形状和面积相同。在所述垂直通道的相对两侧分别设有一挤压托板滑道2,在所述托板滑道2中安装有挤压托板1,挤压托板1可以通过挤压托板滑道2自由滑动。挤压托板1的缝隙和前模3与后模4之间的缝隙在同一平面上,这样使得挤压托板1、压头和垂直通道保持在同一直线上,从而降低运动过程中的摩擦力。所述水平通道中部较窄,两端较宽,形成“台阶”状,进一步降低了坯料在挤压后期收到的摩擦力。
在挤压开始时,将坯料放入挤压托板1中,坯料和挤压托板1只有两面是直接接触。挤压机压头将挤压托板1压入垂直通道中。由于是对挤压托板施加压力,可以有效减缓压杆失稳所导致的断裂问题。挤压托板1带着坯料沿着挤压托板滑道2以设定的速度向下运动,在坯料达到垂直通道的底部时,在挤压压力的作用下,坯料不受束缚的两面沿水平通道延伸变形,直至挤压过程结束,经过变形后的坯料位于水平通道内,且坯料的尺寸和截面面积与挤压前相同。此时,卸开第一螺栓5,向上拉出挤压托板1,为下次挤压做准备,卸开前模3和后模4,取出挤压样品。进行第二次挤压时,通过第一螺栓5重新连接前模3和后模4,重复上述步骤进行挤压。
实施例2
图5~图8为本实施例的倒“T”型通道挤压变形模具的结构示意图。与实施例1不同的是,在挤压托板滑道2的后方还各设有一条滚轮通道7,如图9所示,所述滚轮通道7中的滚轮与挤压托板和坯料紧密接触。
在挤压开始时,将坯料放入挤压托板1中,坯料和挤压托板1只有两面是直接接触。挤压机压头将挤压托板1压入垂直通道中。由于是对挤压托板施加压力,可以有效减缓压杆失稳所导致的断裂问题。挤压托板1带着坯料在挤压托板滑道2中经过滚轮通道7中的滚轮以设定的速度向下运动,通过增加滚轮将传统的滑动摩擦转变为滚动摩擦,有效降低了模具通道内壁与坯料之间的摩擦力。
在坯料达到垂直通道的底部时,在挤压压力的作用下,坯料不受束缚的两面沿水平通道延伸变形,直至挤压过程结束,经过变形后的坯料位于水平通道内,且坯料的尺寸和截面面积与挤压前相同。此时,卸开第一螺栓5,向上拉出挤压托板1,为下次挤压做准备,卸开前模3和后模4,取出挤压样品。进行第二次挤压时,通过第一螺栓5重新连接前模3和后模4,重复上述步骤进行挤压。
所述实施例为本发明的优选的实施方式,但本发明并不限于上述实施方式,在不背离本 发明的实质内容的情况下,本领域技术人员能够做出的任何显而易见的改进、替换或变型均属于本发明的保护范围。
价值度评估
技术价值
经济价值
法律价值
0 0 061.0分
0 50 75 100专利价值度是通过科学的评估模
型对专利价值进行量化的结果,
基于专利大数据针对专利总体特
征指标利用计算机自动化技术对
待评估专利进行高效、智能化的
分析,从技术、经济和法律价值
三个层面构建专利价值评估体
系,可以有效提升专利价值评估
的质量和效率。
总评:61.0分
该专利价值中等 (仅供参考)
本专利文献中包含【1 个技术分类】,从一定程度上而言上述指标的数值越大可以反映出所述专利的技术保护及应用范围越广。 【专利权的维持时间11 年】专利权的维持时间越长,其价值对于权利人而言越高。 尤其重要是,该专利 【权利转移1 次】、 都从侧面反应出该专利的技术、经济和法律价值。
技术价值 30.0
该指标主要从专利申请的著录信息、法律事件等内容中挖掘其技术价值,专利类型、独立权利要求数量、无效请求次数等内容均可反映出专利的技术性价值。 技术创新是专利申请的核心,若您需要进行技术借鉴或寻找可合作的项目,推荐您重点关注该指标。
部分指标包括:
授权周期(发明)
26 个月独立权利要求数量
0 个从属权利要求数量
0 个说明书页数
3 页实施例个数
0 个发明人数量
5 个被引用次数
0 次引用文献数量
0 个优先权个数
0 个技术分类数量
1 个无效请求次数
0 个分案子案个数
0 个同族专利数
0 个专利获奖情况
无保密专利的解密
否经济价值 9.0
该指标主要指示了专利技术在商品化、产业化及市场化过程中可能带来的预期利益。 专利技术只有转化成生产力才能体现其经济价值,专利技术的许可、转让、质押次数等指标均是其经济价值的表征。 因此,若您希望找到行业内的运用广泛的热点专利技术及侵权诉讼中的涉案专利,推荐您重点关注该指标。
部分指标包括:
申请人数量
1申请人类型
院校许可备案
0 次权利质押
0 次权利转移
1 个海关备案
否法律价值 22.0
该指标主要从专利权的稳定性角度评议其价值。专利权是一种垄断权,但其在法律保护的期间和范围内才有效。 专利权的存续时间、当前的法律状态可反映出其法律价值。故而,若您准备找寻权属稳定且专利权人非常重视的专利技术,推荐您关注该指标。
部分指标包括:
存活期/维持时间
11法律状态
有权-审定授权







 苏公网安备 32041202001399号
苏公网安备 32041202001399号



 loading...
loading...