【中国发明,中国发明授权】一种新型汽车吸能盒及其制备方法
有权-审定授权 中国
- 申请号:
- CN201911403742.8
- 专利权人:
- 广西民族大学
- 授权公告日/公开日:
- 2023.06.02
- 专利有效期:
- 2019.12.31-2039.12.31
- 技术分类:
- B60:一般车辆
- 转化方式:
- 转让
- 价值度指数:
-
- 57.0分
- 价格:
- ¥16500.00
发布人
深圳龙图腾科技成果转化有限公司
联系人丁工
-

- 18156017870
-

- 2850394575@qq.com
-

- 2850394575
-

- 18156017870
-

- 合肥市高新区创新产业园二期J2区18楼
- 专利信息&法律状态
- 专利自评
- 专利技术文档
- 价值度指数
- 发明人阵容
 著录项
著录项
- 申请号
- CN201911403742.8
- 申请日
- 20191231
- 公开/公告号
- CN111114480A
- 公开/公告日
- 20200508
- 申请/专利权人
- [广西民族大学]
- 发明/设计人
- [尹彩流, 冯驰原, 王秀飞, 文国富, 赵宇阳, 蓝奇, 蒙洁丽]
- 主分类号
- B60R19/02
- IPC分类号
- C12N 9/0008(2013.01) C12N 9/16
- CPC分类号
- C12N 9/0008(2013.01) C12N 9/16(2013.01)
- 分案申请地址
- 国省代码
- 广西(45)
- 颁证日
- G06T1/00
- 代理人
- [徐国华]
摘要
本发明公开了一种新型汽车吸能盒,其包括芯体和包裹层;所述芯体是由复合单向碳纤维预浸渍布卷成圆柱形得到的,所述复合单向碳纤维预浸渍布是由6~12层单向碳纤维预浸渍布堆叠固化成型;所述包裹层是由6~12层单向碳纤维预浸渍布堆叠固化成型;所述包裹层包裹固定有至少2个以上的芯体且相邻的芯体之间相互紧贴。所述新型汽车吸能盒是通过三段式加热法进行玻璃化热处理制备得到的。本发明经过裁剪、铺设、抽真空热压玻璃化、打磨开槽等工艺路线,制备一种新型的汽车吸能盒,可以部分或全部取代现有的汽车吸能盒,解决汽车吸能盒比吸能低、重量大、吸能能力弱、成本过高等问题。
法律状态
| 法律状态公告日 | 20240130 |
| 法律状态 | 专利申请权、专利权的转移 |
| 法律状态信息 | 专利权的转移 IPC(主分类):B60R 19/02 专利号:ZL2019114037428 登记生效日:20240115 变更事项:专利权人 变更前权利人:广西民族大学 变更后权利人:深圳龙图腾科技成果转化有限公司 变更事项:地址 变更前权利人:530006 广西壮族自治区南宁市西乡塘区大学东路188号 变更后权利人:518000 广东省深圳市罗湖区笋岗街道笋岗东路3002号万通大厦22层2202室 |
| 法律状态公告日 | 20230602 |
| 法律状态 | 授权 |
| 法律状态信息 | 授权 |
| 法律状态公告日 | 20200602 |
| 法律状态 | 实质审查的生效 |
| 法律状态信息 | 实质审查的生效 IPC(主分类):B60R 19/02 专利申请号:2019114037428 申请日:20191231 |
| 法律状态公告日 | 20200508 |
| 法律状态 | 公开 |
| 法律状态信息 | 公开 |
| 事务数据公告日 | 20240130 |
| 事务数据类型 | 专利申请权、专利权的转移 |
| 转让详情 | 专利权的转移 IPC(主分类):B60R 19/02 专利号:ZL2019114037428 登记生效日:20240115 变更事项:专利权人 变更前权利人:广西民族大学 变更后权利人:深圳龙图腾科技成果转化有限公司 变更事项:地址 变更前权利人:530006 广西壮族自治区南宁市西乡塘区大学东路188号 变更后权利人:518000 广东省深圳市罗湖区笋岗街道笋岗东路3002号万通大厦22层2202室 |
权利要求
权利要求数量(6)
独立权利要求数量(1)
1.一种新型汽车吸能盒,其特征在于:包括芯体(1)和包裹层(2);所述芯体(1)是由复合单向碳纤维预浸渍布卷成圆柱形得到的,所述复合单向碳纤维预浸渍布是由6~12层单向碳纤维预浸渍布堆叠固化成型;所述包裹层(2)是由6~12层单向碳纤维预浸渍布堆叠固化成型;所述包裹层(2)包裹固定有至少2个以上的芯体(1)且相邻的芯体(1)之间相互紧贴。
2.根据权利要求1所述的新型汽车吸能盒,其特征在于:所述复合单向碳纤维预浸渍布的铺层顺序是以下三种铺层顺序中的任意一种:
第一种铺层顺序是按0°,90°,0°,90°循环;
第二种铺层顺序是按0°,0°,45°,45°,90°,90°循环;
第三种铺层顺序是按0°,0°,90°,90°循环。
3.根据权利要求1所述的新型汽车吸能盒,其特征在于:所述包裹层(2)的铺层顺序是以下三种铺层顺序中的任意一种:
第一种铺层顺序是按0°,90°,0°,90°循环;
第二种铺层顺序是按0°,0°,45°,45°,90°,90°循环;
第三种铺层顺序是按0°,0°,90°,90°循环。
4.根据权利要求1所述的新型汽车吸能盒,其特征在于:所述复合单向碳纤维预浸渍布与包裹层(2)的高度和厚度均相同。
5.根据权利要求1所述的新型汽车吸能盒,其特征在于:所述新型汽车吸能盒的顶端设置有倒角。
6.如权利要求1~5中任意一项所述的新型汽车吸能盒的制备方法,其特征在于:包括如下步骤:
(1)裁剪:将单向碳纤维预浸渍布裁剪成长宽均匀的长方形;
(2)复合单向碳纤维预浸渍布的铺设:将步骤(1)中裁剪好的单向碳纤维预浸渍布进行铺设,铺设层数为6~12层,铺层顺序是以下三种铺层顺序中的任意一种:
第一种铺层顺序是按0°,90°,0°,90°循环;
第二种铺层顺序是按0°,0°,45°,45°,90°,90°循环;
第三种铺层顺序是按0°,0°,90°,90°循环;
(3)复合单向碳纤维预浸渍布的玻璃化热处理:将铺设完成的复合单向碳纤维预浸渍布缠绕在模具上,先抽真空处理,接着加热至60~80℃,并且保温30min;然后加热至110~130℃,并且保温120min;然后再加热至140~155℃,并且保温时间120min;
(4)复合单向碳纤维预浸渍布的开槽打磨:对经过步骤(3)处理的复合单向碳纤维预浸渍布进行打磨,并加工倒角和抛光处理,再裁剪卷成圆柱形并且两端面固定连接,即可得到芯体(1);
(5)包裹层(2)的铺设:将步骤(1)中裁剪好的单向碳纤维预浸渍布进行铺设,铺设层数为6~12层,铺层顺序是以下三种铺层顺序中的任意一种:
第一种铺层顺序是按0°,90°,0°,90°循环;
第二种铺层顺序是按0°,0°,45°,45°,90°,90°循环;
第三种铺层顺序是按0°,0°,90°,90°循环;
(6)包裹层(2)的玻璃化热处理:将铺设完成的包裹层(2)缠绕在模具上,先抽真空处理,接着加热至60~80℃,并且保温30min;然后加热至110~130℃,并且保温120min;然后再加热至140~155℃,并且保温时间120min;
(7)包裹层(2)的开槽打磨:对经过步骤(6)处理的包裹层(2)进行打磨,并加工倒角和抛光处理,即可得到包裹层(2)的成品;
(8)吸能盒的制备:用步骤(7)中得到的包裹层(2)包裹固定至少2个以上的芯体(1)即可得到新型汽车吸能盒。
1.一种新型汽车吸能盒,其特征在于:包括芯体(1)和包裹层(2);所述芯体(1)是由复合单向碳纤维预浸渍布卷成圆柱形得到的,所述复合单向碳纤维预浸渍布是由6~12层单向碳纤维预浸渍布堆叠固化成型;所述包裹层(2)是由6~12层单向碳纤维预浸渍布堆叠固化成型;所述包裹层(2)包裹固定有至少2个以上的芯体(1)且相邻的芯体(1)之间相互紧贴。
2.根据权利要求1所述的新型汽车吸能盒,其特征在于:所述复合单向碳纤维预浸渍布的铺层顺序是以下三种铺层顺序中的任意一种:
第一种铺层顺序是按0°,90°,0°,90°循环;
第二种铺层顺序是按0°,0°,45°,45°,90°,90°循环;
第三种铺层顺序是按0°,0°,90°,90°循环。
3.根据权利要求1所述的新型汽车吸能盒,其特征在于:所述包裹层(2)的铺层顺序是以下三种铺层顺序中的任意一种:
第一种铺层顺序是按0°,90°,0°,90°循环;
第二种铺层顺序是按0°,0°,45°,45°,90°,90°循环;
第三种铺层顺序是按0°,0°,90°,90°循环。
4.根据权利要求1所述的新型汽车吸能盒,其特征在于:所述复合单向碳纤维预浸渍布与包裹层(2)的高度和厚度均相同。
5.根据权利要求1所述的新型汽车吸能盒,其特征在于:所述新型汽车吸能盒的顶端设置有倒角。
6.如权利要求1~5中任意一项所述的新型汽车吸能盒的制备方法,其特征在于:包括如下步骤:
(1)裁剪:将单向碳纤维预浸渍布裁剪成长宽均匀的长方形;
(2)复合单向碳纤维预浸渍布的铺设:将步骤(1)中裁剪好的单向碳纤维预浸渍布进行铺设,铺设层数为6~12层,铺层顺序是以下三种铺层顺序中的任意一种:
第一种铺层顺序是按0°,90°,0°,90°循环;
第二种铺层顺序是按0°,0°,45°,45°,90°,90°循环;
第三种铺层顺序是按0°,0°,90°,90°循环;
(3)复合单向碳纤维预浸渍布的玻璃化热处理:将铺设完成的复合单向碳纤维预浸渍布缠绕在模具上,先抽真空处理,接着加热至60~80℃,并且保温30min;然后加热至110~130℃,并且保温120min;然后再加热至140~155℃,并且保温时间120min;
(4)复合单向碳纤维预浸渍布的开槽打磨:对经过步骤(3)处理的复合单向碳纤维预浸渍布进行打磨,并加工倒角和抛光处理,再裁剪卷成圆柱形并且两端面固定连接,即可得到芯体(1);
(5)包裹层(2)的铺设:将步骤(1)中裁剪好的单向碳纤维预浸渍布进行铺设,铺设层数为6~12层,铺层顺序是以下三种铺层顺序中的任意一种:
第一种铺层顺序是按0°,90°,0°,90°循环;
第二种铺层顺序是按0°,0°,45°,45°,90°,90°循环;
第三种铺层顺序是按0°,0°,90°,90°循环;
(6)包裹层(2)的玻璃化热处理:将铺设完成的包裹层(2)缠绕在模具上,先抽真空处理,接着加热至60~80℃,并且保温30min;然后加热至110~130℃,并且保温120min;然后再加热至140~155℃,并且保温时间120min;
(7)包裹层(2)的开槽打磨:对经过步骤(6)处理的包裹层(2)进行打磨,并加工倒角和抛光处理,即可得到包裹层(2)的成品;
(8)吸能盒的制备:用步骤(7)中得到的包裹层(2)包裹固定至少2个以上的芯体(1)即可得到新型汽车吸能盒。
说明书
技术领域
本发明属于汽车配件技术领域,具体涉及一种新型汽车吸能盒及其制备方法。
背景技术
随着时代的进步,汽车已经越来越多地出现在了人们的生活中。人们也深深体会到了汽车带来的便利,更多的人开始选择汽车出行。但是随着汽车的普及,人们对于安全系数也更加重视,尤其是汽车的防碰撞安全性能。在如今的汽车设计中,通常是采用安装在汽车前部和尾部的保险杠系统来保证车厢结构框架在碰撞下不受严重破坏,从而保证车内乘客的安全以及汽车整体的安全。为了吸收在撞击时所产生的巨大能量,减少破坏损失,现在的保险杠系统中会加入一个吸能盒,以此达到吸收撞击能量的目的。
汽车吸能盒在汽车遭受撞击时能够凭借其压缩变形来吸收能量,使撞击的加速度降低,从而减少最大撞击力,减少对乘客以及行人的伤害。现在大部分汽车中使用的吸能盒以铝合金,钢制材料,玻璃纤维为主。中国专利申请号为201621005192.6公开了一种两端开口的筒状结构的分段式汽车吸能盒,但是这种汽车吸能盒的自身质量重,导致其比吸能小。碳纤维凭借其重量较轻,缓冲能力较强等优势,在近段时间成为了国内外专家学者的研究热门。通过大量仿真计算发现,碳纤维复合材料具有较高的比吸能值,表明其吸能效果较强,同时轻量化效果好,可用于车身轻量化并同时保证碰撞安全性。
发明内容
针对上述不足,本发明提供了一种新型汽车吸能盒及其制备方法,解决现有汽车吸能盒的比吸能低、重量大、吸能能力弱、成本过高等问题。
本发明是采用如下技术方案实现的:
一种新型汽车吸能盒,其包括芯体、包裹层;所述芯体是由复合单向碳纤维预浸渍布卷成圆柱形得到的,所述复合单向碳纤维预浸渍布是由6~12层单向碳纤维预浸渍布堆叠固化成型;所述包裹层是由6~12层单向碳纤维预浸渍布堆叠固化成型;所述包裹层包裹固定有至少2个以上的芯体且相邻的芯体之间相互紧贴。
进一步的,所述复合单向碳纤维预浸渍布的铺层顺序是以下三种铺层顺序中的任意一种:
第一种铺层顺序是按0°,90°,0°,90°循环;
第二种铺层顺序是按0°,0°,45°,45°,90°,90°循环;
第三种铺层顺序是按0°,0°,90°,90°循环。
进一步的,所述包裹层的铺层顺序是以下三种铺层顺序中的任意一种:
第一种铺层顺序是按0°,90°,0°,90°循环;
第二种铺层顺序是按0°,0°,45°,45°,90°,90°循环;
第三种铺层顺序是按0°,0°,90°,90°循环。
进一步的,所述复合单向碳纤维预浸渍布与包裹层的高度和厚度均相同。这样具有相同高度和厚度的芯体和包裹层组成的吸能盒,使整体吸能盒的长度在规定的范围内,同时使其在经受冲击时受力均匀,避免出现欧拉失稳。
进一步的,所述新型汽车吸能盒顶端设置有倒角。在吸能盒经受冲击时,引导吸能盒变形从而吸收更多的碰撞能量。
上述新型汽车吸能盒的制备方法,其包括如下步骤:
(1)裁剪:将单向碳纤维预浸渍布裁剪成长宽均匀的长方形;
(2)复合单向碳纤维预浸渍布的铺设:将步骤(1)中裁剪好的单向碳纤维预浸渍布进行铺设,铺设层数为6~12层,铺层顺序是以下三种铺层顺序中的任意一种:
第一种铺层顺序是按0°,90°,0°,90°循环;
第二种铺层顺序是按0°,0°,45°,45°,90°,90°循环;
第三种铺层顺序是按0°,0°,90°,90°循环;
(3)复合单向碳纤维预浸渍布的玻璃化热处理:将铺设完成的复合单向碳纤维预浸渍布缠绕在模具上,先抽真空处理,接着加热至60~80℃,并且保温30min;然后加热至110~130℃,并且保温120min;然后再加热至140~155℃,并且保温时间120min;
(4)复合单向碳纤维预浸渍布的开槽打磨:对经过步骤(3)处理的复合单向碳纤维预浸渍布进行打磨,并加工倒角和抛光处理,再裁剪卷成圆柱形并且两端面固定连接,即可得到芯体;
(5)包裹层的铺设:将步骤(1)中裁剪好的单向碳纤维预浸渍布进行铺设,铺设层数为6~12层,铺层顺序是以下三种铺层顺序中的任意一种:
第一种铺层顺序是按0°,90°,0°,90°循环;
第二种铺层顺序是按0°,0°,45°,45°,90°,90°循环;
第三种铺层顺序是按0°,0°,90°,90°循环;
(6)包裹层的玻璃化热处理:将铺设完成的包裹层缠绕在模具上,先抽真空处理,接着加热至60~80℃,并且保温30min;然后加热至110~130℃,并且保温120min;然后再加热至140~155℃,并且保温时间120min;
(7)包裹层的开槽打磨:对经过步骤(6)处理的包裹层进行打磨,并加工倒角和抛光处理,即可得到包裹层的成品;
(8)吸能盒的制备:用步骤(7)中得到的包裹层包裹固定至少2个以上的芯体即可得到新型汽车吸能盒。
本技术方案与现有技术相比较具有以下有益效果:
1、因为碳纤维复合材料由于本身具有高模量、高强度,使得改变铺层后的吸能量大大提高,所以本发明通过进行结构设计,改变单向碳纤维预浸渍布的铺层顺序,根据热分析确定复合材料的玻璃化温度,提高其吸能效果,改善吸能特性,降低载荷峰值,提升比吸能,得到一种全新的汽车吸能盒。
2、本发明所述的吸能盒采用三段式加热法进行玻璃化热处理,使单向碳纤维预浸渍布中的树脂成分缓慢进行玻璃化转变,提高吸能盒的强韧性,从而大大提升吸能盒的比吸能。
3、本发明所述吸能盒的芯体与包裹成均由单向碳纤维预浸渍布玻璃化成型,单向碳纤维预浸渍布具有质量轻,吸能能力强等优势,能使吸能盒的比吸能大大提高,从而使车内乘客的安全系数大大提升。
4、本发明的新型汽车吸能盒的力学强度高、强韧性好、比吸能高、具有极好的可靠性,适合多种车辆吸能盒,具有很广阔的应用前景。
附图说明
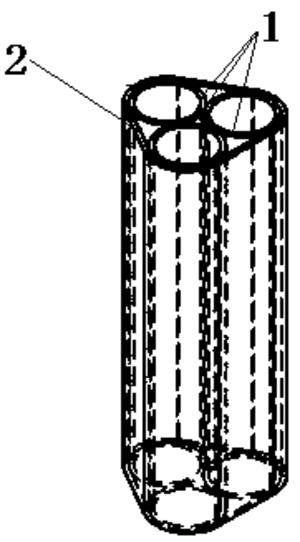
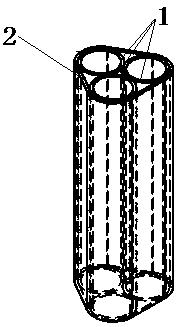
图1为本实施例1中所述汽车吸能盒的结构示意图。
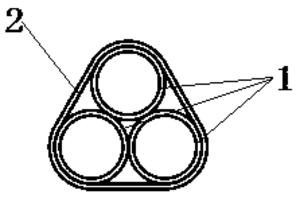
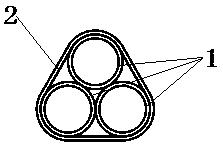
图2为本实施例1中所述汽车吸能盒的俯视图。
附图标记:1-芯体,2-包裹层。
具体实施方式
以下通过实施例进一步说明本发明,但不作为对本发明的限制。下列实施例中未注明的具体实验条件和方法,所采用的技术手段通常为本领域技术人员所熟知的常规手段。
实施例1:
一种新型汽车吸能盒,其包括芯体1、包裹层2;所述芯体1是由复合单向碳纤维预浸渍布卷成圆柱形得到的,所述复合单向碳纤维预浸渍布是由6层单向碳纤维预浸渍布堆叠固化成型;所述包裹层2是由6层单向碳纤维预浸渍布堆叠固化成型;所述包裹层2包裹固定有3个芯体1且相邻的芯体1之间相互紧贴;所述复合单向碳纤维预浸渍布的铺层顺序是按0°,0°,90°,90°循环;所述包裹层2的铺层顺序是按0°,0°,90°,90°循环;所述复合单向碳纤维预浸渍布与包裹层2的高度和厚度均相同。
本实施例所述的新型汽车吸能盒的制备方法,其包括如下步骤:
(1)裁剪:将单向碳纤维预浸渍布裁剪成长宽均匀的长方形;
(2)复合单向碳纤维预浸渍布的铺设:将步骤(1)中裁剪好的单向碳纤维预浸渍布进行铺设,铺设层数为6层,铺层顺序是按0°,0°,90°,90°循环;
(3)复合单向碳纤维预浸渍布的玻璃化热处理:将铺设完成的复合单向碳纤维预浸渍布缠绕在模具上,先抽真空处理,接着加热至80℃,并且保温30min;然后加热至110℃,并且保温120min;然后再加热至140℃,并且保温时间120min;
(4)复合单向碳纤维预浸渍布的开槽打磨:对经过步骤(3)处理的复合单向碳纤维预浸渍布进行打磨,并加工倒角和抛光处理,再裁剪卷成圆柱形并且两端面固定连接,即可得到芯体1;
(5)包裹层2的铺设:将步骤(1)中裁剪好的单向碳纤维预浸渍布进行铺设,铺设层数为6层,铺层顺序是按0°,0°,90°,90°循环;
(6)包裹层2的玻璃化热处理:将铺设完成的包裹层2缠绕在模具上,先抽真空处理,接着加热至80℃,并且保温30min;然后加热至110℃,并且保温120min;然后再加热至140℃,并且保温时间120min;
(7)包裹层2的开槽打磨:对经过步骤(6)处理的包裹层2进行打磨,并加工倒角和抛光处理,即可得到包裹层2的成品;
(8)吸能盒的制备:用步骤(7)中得到的包裹层2包裹固定3个芯体1,即可得到新型汽车吸能盒,并且在所述新型汽车吸能盒的顶端设置有倒角。
将本实施例所述的新型汽车吸能盒经WDW-100E型万能试验机进行压缩测试,首先将吸能盒垂直立于平台上方,压头与吸能盒上端面接触加载,以5mm/min的加载速率施加载荷至位移达到10mm,随后以8mm/min的加载速率加载,位移达到50mm时停止加载,结束测试。对试验力-位移曲线进行积分计算,获得吸收的能量,取该能量与吸能盒质量的比值为比吸能(单位:J/g),求得比吸能为100~110J/g。
实施例2:
一种新型汽车吸能盒,其包括芯体1、包裹层2;所述芯体1是由复合单向碳纤维预浸渍布卷成圆柱形得到的,所述复合单向碳纤维预浸渍布是由8层单向碳纤维预浸渍布堆叠固化成型;所述包裹层2是由8层单向碳纤维预浸渍布堆叠固化成型;所述包裹层2包裹固定有3个芯体1且相邻的芯体1之间相互紧贴;所述复合单向碳纤维预浸渍布的铺层顺序是按0°,90°,0°,90°循环;所述包裹层2的铺层顺序是按0°,90°,0°,90°循环;所述复合单向碳纤维预浸渍布与包裹层2的高度和厚度均相同。
本实施例所述的新型汽车吸能盒的制备方法,其包括如下步骤:
(1)裁剪:将单向碳纤维预浸渍布裁剪成长宽均匀的长方形;
(2)复合单向碳纤维预浸渍布的铺设:将步骤(1)中裁剪好的单向碳纤维预浸渍布进行铺设,铺设层数为8层,铺层顺序是按0°,90°,0°,90°循环;
(3)复合单向碳纤维预浸渍布的玻璃化热处理:将铺设完成的复合单向碳纤维预浸渍布缠绕在模具上,先抽真空处理,接着加热至80℃,并且保温30min;然后加热至120℃,并且保温120min;然后再加热至150℃,并且保温时间120min;
(4)复合单向碳纤维预浸渍布的开槽打磨:对经过步骤(3)处理的复合单向碳纤维预浸渍布进行打磨,并加工倒角和抛光处理,再裁剪卷成圆柱形并且两端面固定连接,即可得到芯体1;
(5)包裹层2的铺设:将步骤(1)中裁剪好的单向碳纤维预浸渍布进行铺设,铺设层数为8层,铺层顺序是按0°,90°,0°,90°循环;
(6)包裹层2的玻璃化热处理:将铺设完成的包裹层2缠绕在模具上,先抽真空处理,接着加热至80℃,并且保温30min;然后加热至120℃,并且保温120min;然后再加热至150℃,并且保温时间120min;
(7)包裹层2的开槽打磨:对经过步骤(6)处理的包裹层2进行打磨,并加工倒角和抛光处理,即可得到包裹层2的成品;
(8)吸能盒的制备:用步骤(7)中得到的包裹层2包裹固定3个芯体1,即可得到新型汽车吸能盒,并且在所述新型汽车吸能盒的顶端设置有倒角。
将本实施例所述的新型汽车吸能盒经WDW-100E型万能试验机进行压缩测试,首先将吸能盒垂直立于平台上方,压头与吸能盒上端面接触加载,以5mm/min的加载速率施加载荷至位移达到10mm,随后以8mm/min的加载速率加载,位移达到50mm时停止加载,结束测试。对试验力-位移曲线进行积分计算,获得吸收的能量,取该能量与吸能盒质量的比值为比吸能(单位:J/g),求得比吸能为110~120J/g。
实施例3:
一种新型汽车吸能盒,其包括芯体1、包裹层2;所述芯体1是由复合单向碳纤维预浸渍布卷成圆柱形得到的,所述复合单向碳纤维预浸渍布是由10层单向碳纤维预浸渍布堆叠固化成型;所述包裹层2是由10层单向碳纤维预浸渍布堆叠固化成型;所述包裹层2包裹固定有3个芯体1且相邻的芯体1之间相互紧贴;所述复合单向碳纤维预浸渍布的铺层顺序是按0°,0°,45°,45°,90°,90°循环;所述包裹层2的铺层顺序是按0°,0°,45°,45°,90°,90°循环;所述复合单向碳纤维预浸渍布与包裹层2的高度和厚度均相同。
本实施例所述的新型汽车吸能盒的制备方法,其包括如下步骤:
(1)裁剪:将单向碳纤维预浸渍布裁剪成长宽均匀的长方形;
(2)复合单向碳纤维预浸渍布的铺设:将步骤(1)中裁剪好的单向碳纤维预浸渍布进行铺设,铺设层数为10层,铺层顺序是按0°,0°,45°,45°,90°,90°循环;
(3)复合单向碳纤维预浸渍布的玻璃化热处理:将铺设完成的复合单向碳纤维预浸渍布缠绕在模具上,先抽真空处理,接着加热至80℃,并且保温30min;然后加热至130℃,并且保温120min;然后再加热至155℃,并且保温时间120min;
(4)复合单向碳纤维预浸渍布的开槽打磨:对经过步骤(3)处理的复合单向碳纤维预浸渍布进行打磨,并加工倒角和抛光处理,再裁剪卷成圆柱形并且两端面固定连接,即可得到芯体1;
(5)包裹层2的铺设:将步骤(1)中裁剪好的单向碳纤维预浸渍布进行铺设,铺设层数为10层,铺层顺序是按0°,0°,45°,45°,90°,90°循环;
(6)包裹层2的玻璃化热处理:将铺设完成的包裹层2缠绕在模具上,先抽真空处理,接着加热至80℃,并且保温30min;然后加热至130℃,并且保温120min;然后再加热至155℃,并且保温时间120min;
(7)包裹层2的开槽打磨:对经过步骤(6)处理的包裹层2进行打磨,并加工倒角和抛光处理,即可得到包裹层2的成品;
(8)吸能盒的制备:用步骤(7)中得到的包裹层2包裹固定3个芯体1,即可得到新型汽车吸能盒,并且在所述新型汽车吸能盒的顶端设置有倒角。
将本实施例所述的新型汽车吸能盒经WDW-100E型万能试验机进行压缩测试,首先将吸能盒垂直立于平台上方,压头与吸能盒上端面接触加载,以5mm/min的加载速率施加载荷至位移达到10mm,随后以8mm/min的加载速率加载,位移达到50mm时停止加载,结束测试。对试验力-位移曲线进行积分计算,获得吸收的能量,取该能量与吸能盒质量的比值为比吸能(单位:J/g),求得比吸能为80~90J/g。
实施例4:
一种新型汽车吸能盒,其包括芯体1、包裹层2;所述芯体1是由复合单向碳纤维预浸渍布卷成圆柱形得到的,所述复合单向碳纤维预浸渍布是由12层单向碳纤维预浸渍布堆叠固化成型;所述包裹层2是由12层单向碳纤维预浸渍布堆叠固化成型;所述包裹层2包裹固定有3个芯体1且相邻的芯体1之间相互紧贴;所述复合单向碳纤维预浸渍布的铺层顺序是按0°,90°,0°,90°循环;所述包裹层2的铺层顺序是按0°,90°,0°,90°循环;所述复合单向碳纤维预浸渍布与包裹层2的高度和厚度均相同。
本实施例所述的新型汽车吸能盒的制备方法,其包括如下步骤:
(1)裁剪:将单向碳纤维预浸渍布裁剪成长宽均匀的长方形;
(2)复合单向碳纤维预浸渍布的铺设:将步骤(1)中裁剪好的单向碳纤维预浸渍布进行铺设,铺设层数为12层,铺层顺序是按0°,90°,0°,90°循环;
(3)复合单向碳纤维预浸渍布的玻璃化热处理:将铺设完成的复合单向碳纤维预浸渍布缠绕在模具上,先抽真空处理,接着加热至80℃,并且保温30min;然后加热至120℃,并且保温120min;然后再加热至155℃,并且保温时间120min;
(4)复合单向碳纤维预浸渍布的开槽打磨:对经过步骤(3)处理的复合单向碳纤维预浸渍布进行打磨,并加工倒角和抛光处理,再裁剪卷成圆柱形并且两端面固定连接,即可得到芯体1;
(5)包裹层2的铺设:将步骤(1)中裁剪好的单向碳纤维预浸渍布进行铺设,铺设层数为12层,铺层顺序是按0°,90°,0°,90°循环;
(6)包裹层2的玻璃化热处理:将铺设完成的包裹层2缠绕在模具上,先抽真空处理,接着加热至80℃,并且保温30min;然后加热至120℃,并且保温120min;然后再加热至155℃,并且保温时间120min;
(7)包裹层2的开槽打磨:对经过步骤(6)处理的包裹层2进行打磨,并加工倒角和抛光处理,即可得到包裹层2的成品;
(8)吸能盒的制备:用步骤(7)中得到的包裹层2包裹固定3个芯体1,即可得到新型汽车吸能盒,并且在所述新型汽车吸能盒的顶端设置有倒角。
将本实施例所述的新型汽车吸能盒经WDW-100E型万能试验机进行压缩测试,首先将吸能盒垂直立于平台上方,压头与吸能盒上端面接触加载,以5mm/min的加载速率施加载荷至位移达到10mm,随后以8mm/min的加载速率加载,位移达到50mm时停止加载,结束测试。对试验力-位移曲线进行积分计算,获得吸收的能量,取该能量与吸能盒质量的比值为比吸能(单位:J/g),求得比吸能为70~80J/g。
实施例5:
一种新型汽车吸能盒,其包括芯体1、包裹层2;所述芯体1是由复合单向碳纤维预浸渍布卷成圆柱形得到的,所述复合单向碳纤维预浸渍布是由8层单向碳纤维预浸渍布堆叠固化成型;所述包裹层2是由8层单向碳纤维预浸渍布堆叠固化成型;所述包裹层2包裹固定有3个芯体1且相邻的芯体1之间相互紧贴;所述复合单向碳纤维预浸渍布的铺层顺序是按0°,90°,0°,90°循环;所述包裹层2的铺层顺序是按0°,90°,0°,90°循环;所述复合单向碳纤维预浸渍布与包裹层2的高度和厚度均相同。
本实施例所述的新型汽车吸能盒的制备方法,其包括如下步骤:
(1)裁剪:将单向碳纤维预浸渍布裁剪成长宽均匀的长方形;
(2)复合单向碳纤维预浸渍布的铺设:将步骤(1)中裁剪好的单向碳纤维预浸渍布进行铺设,铺设层数为8层,铺层顺序是按0°,90°,0°,90°循环;
(3)复合单向碳纤维预浸渍布的玻璃化热处理:将铺设完成的复合单向碳纤维预浸渍布缠绕在模具上,先抽真空处理,接着加热至60℃,并且保温30min;然后加热至110℃,并且保温120min;然后再加热至140℃,并且保温时间120min;
(4)复合单向碳纤维预浸渍布的开槽打磨:对经过步骤(3)处理的复合单向碳纤维预浸渍布进行打磨,并加工倒角和抛光处理,再裁剪卷成圆柱形并且两端面固定连接,即可得到芯体1;
(5)包裹层2的铺设:将步骤(1)中裁剪好的单向碳纤维预浸渍布进行铺设,铺设层数为8层,铺层顺序是按0°,90°,0°,90°循环;
(6)包裹层2的玻璃化热处理:将铺设完成的包裹层2缠绕在模具上,先抽真空处理,接着加热至60℃,并且保温30min;然后加热至110℃,并且保温120min;然后再加热至140℃,并且保温时间120min;
(7)包裹层2的开槽打磨:对经过步骤(6)处理的包裹层2进行打磨,并加工倒角和抛光处理,即可得到包裹层2的成品;
(8)吸能盒的制备:用步骤(7)中得到的包裹层2包裹固定3个芯体1,即可得到新型汽车吸能盒,并且在所述新型汽车吸能盒的顶端设置有倒角。
将本实施例所述的新型汽车吸能盒经WDW-100E型万能试验机进行压缩测试,首先将吸能盒垂直立于平台上方,压头与吸能盒上端面接触加载,以5mm/min的加载速率施加载荷至位移达到10mm,随后以8mm/min的加载速率加载,位移达到50mm时停止加载,结束测试。对试验力-位移曲线进行积分计算,获得吸收的能量,取该能量与吸能盒质量的比值为比吸能(单位:J/g),求得比吸能为65~75J/g。
实施例6:
一种新型汽车吸能盒,其包括芯体1、包裹层2;所述芯体1是由复合单向碳纤维预浸渍布卷成圆柱形得到的,所述复合单向碳纤维预浸渍布是由6层单向碳纤维预浸渍布堆叠固化成型;所述包裹层2是由12层单向碳纤维预浸渍布堆叠固化成型;所述包裹层2包裹固定有3个芯体1且相邻的芯体1之间相互紧贴;所述复合单向碳纤维预浸渍布的铺层顺序是按0°,90°,0°,90°循环;所述包裹层2的铺层顺序是按0°,0°,90°,90°循环;所述复合单向碳纤维预浸渍布与包裹层2的高度相同。
本实施例所述的新型汽车吸能盒的制备方法,其包括如下步骤:
(1)裁剪:将单向碳纤维预浸渍布裁剪成长宽均匀的长方形;
(2)复合单向碳纤维预浸渍布的铺设:将步骤(1)中裁剪好的单向碳纤维预浸渍布进行铺设,铺设层数为6层,铺层顺序是按0°,90°,0°,90°循环;
(3)复合单向碳纤维预浸渍布的玻璃化热处理:将铺设完成的复合单向碳纤维预浸渍布缠绕在模具上,先抽真空处理,接着加热至70℃,并且保温30min;然后加热至120℃,并且保温120min;然后再加热至145℃,并且保温时间120min;
(4)复合单向碳纤维预浸渍布的开槽打磨:对经过步骤(3)处理的复合单向碳纤维预浸渍布进行打磨,并加工倒角和抛光处理,再裁剪卷成圆柱形并且两端面固定连接,即可得到芯体1;
(5)包裹层2的铺设:将步骤(1)中裁剪好的单向碳纤维预浸渍布进行铺设,铺设层数为12层,铺层顺序是按0°,0°,90°,90°循环;
(6)包裹层2的玻璃化热处理:将铺设完成的包裹层2缠绕在模具上,先抽真空处理,接着加热至75℃,并且保温30min;然后加热至115℃,并且保温120min;然后再加热至140℃,并且保温时间120min;
(7)包裹层2的开槽打磨:对经过步骤(6)处理的包裹层2进行打磨,并加工倒角和抛光处理,即可得到包裹层2的成品;
(8)吸能盒的制备:用步骤(7)中得到的包裹层2包裹固定3个芯体1,即可得到新型汽车吸能盒,并且在所述新型汽车吸能盒的顶端设置有倒角。
将本实施例所述的新型汽车吸能盒经WDW-100E型万能试验机进行压缩测试,首先将吸能盒垂直立于平台上方,压头与吸能盒上端面接触加载,以5mm/min的加载速率施加载荷至位移达到10mm,随后以8mm/min的加载速率加载,位移达到50mm时停止加载,结束测试。对试验力-位移曲线进行积分计算,获得吸收的能量,取该能量与吸能盒质量的比值为比吸能(单位:J/g),求得比吸能为60~70J/g。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
价值度评估
技术价值
经济价值
法律价值
0 0 057.0分
0 50 75 100专利价值度是通过科学的评估模
型对专利价值进行量化的结果,
基于专利大数据针对专利总体特
征指标利用计算机自动化技术对
待评估专利进行高效、智能化的
分析,从技术、经济和法律价值
三个层面构建专利价值评估体
系,可以有效提升专利价值评估
的质量和效率。
总评:57.0分
该专利价值中等 (仅供参考)
本专利文献中包含【6 个实施例】、【2 个技术分类】,从一定程度上而言上述指标的数值越大可以反映出所述专利的技术保护及应用范围越广。 【专利权的维持时间7 年】专利权的维持时间越长,其价值对于权利人而言越高。 尤其重要是,该专利 【权利转移1 次】、 都从侧面反应出该专利的技术、经济和法律价值。
技术价值 29.0
该指标主要从专利申请的著录信息、法律事件等内容中挖掘其技术价值,专利类型、独立权利要求数量、无效请求次数等内容均可反映出专利的技术性价值。 技术创新是专利申请的核心,若您需要进行技术借鉴或寻找可合作的项目,推荐您重点关注该指标。
部分指标包括:
授权周期(发明)
41 个月独立权利要求数量
1 个从属权利要求数量
2 个说明书页数
8 页实施例个数
6 个发明人数量
7 个被引用次数
0 次引用文献数量
0 个优先权个数
0 个技术分类数量
2 个无效请求次数
0 个分案子案个数
0 个同族专利数
0 个专利获奖情况
无保密专利的解密
否经济价值 9.0
该指标主要指示了专利技术在商品化、产业化及市场化过程中可能带来的预期利益。 专利技术只有转化成生产力才能体现其经济价值,专利技术的许可、转让、质押次数等指标均是其经济价值的表征。 因此,若您希望找到行业内的运用广泛的热点专利技术及侵权诉讼中的涉案专利,推荐您重点关注该指标。
部分指标包括:
申请人数量
1申请人类型
院校许可备案
0 次权利质押
0 次权利转移
1 个海关备案
否法律价值 19.0
该指标主要从专利权的稳定性角度评议其价值。专利权是一种垄断权,但其在法律保护的期间和范围内才有效。 专利权的存续时间、当前的法律状态可反映出其法律价值。故而,若您准备找寻权属稳定且专利权人非常重视的专利技术,推荐您关注该指标。
部分指标包括:
存活期/维持时间
7法律状态
有权-审定授权







 苏公网安备 32041202001399号
苏公网安备 32041202001399号



 loading...
loading...