【中国发明,中国发明授权】燃料电池金属双极板的电磁力驱动软模成形装置及方法
无权-未缴年费 中国
- 申请号:
- CN201110158820.X
- 专利权人:
- 哈尔滨工业大学
- 授权公告日/公开日:
- 2013.07.03
- 专利有效期:
- 2011.06.14-2031.06.14
- 技术分类:
- H01:基本电气元件
- 转化方式:
- 转让
- 价值度指数:
-
- 56.0分
- 价格:
- 面议
发布人
哈尔滨工业大学
联系人何老师
-

- 13151263266

-

- 302910554
-

- 13151263266

- 专利信息&法律状态
- 专利自评
- 专利技术文档
- 价值度指数
- 发明人阵容
 著录项
著录项
- 申请号
- CN201110158820.X
- 申请日
- 20110614
- 公开/公告号
- CN102263272A
- 公开/公告日
- 20111130
- 申请/专利权人
- [哈尔滨工业大学]
- 发明/设计人
- [于海平, 李春峰, 王蕾]
- 主分类号
- H01M4/88
- IPC分类号
- C12N 9/0008(2013.01) C12N 9/16
- CPC分类号
- C12N 9/0008(2013.01) C12N 9/16(2013.01)
- 分案申请地址
- 国省代码
- 黑龙江(23)
- 颁证日
- G06T1/00
- 代理人
- [高媛]
摘要
本发明涉及一种燃料电池金属双极板的成形装置及方法。针对冲压成形等常规塑性变形手段成形金属薄板,凸、凹模间配合困难及电磁力成形金属双极板,驱动片不能重复利用问题。下固定板上由下至上叠放有成形模具、软模、驱动板、支撑架和上固定板;支撑架下端面的凹槽内设置有线圈,相邻两圈导线间用高压绝缘材料隔开,凹槽与线圈之间及线圈表面用高压高强度绝缘材料灌封构成平板线圈,线圈的两端串联在电容器组上,上、下固定板通过紧固螺栓紧固连接。将板坯放置在成形模具上,紧固上、下固定板;放电成形;将成形件取出即制成金属双极板。本发明用于燃料电池金属双极板成形。
法律状态
| 法律状态公告日 | 20240628 |
| 法律状态 | 专利权的终止 |
| 法律状态信息 | 未缴年费专利权终止 IPC(主分类):H01M 4/88 专利号:ZL201110158820X 申请日:20110614 授权公告日:20130703 终止日期: |
| 法律状态公告日 | 20130703 |
| 法律状态 | 授权 |
| 法律状态信息 | 授权 |
| 法律状态公告日 | 20120111 |
| 法律状态 | 实质审查的生效 |
| 法律状态信息 | 实质审查的生效 IPC(主分类):H01M 4/88 申请日:20110614 |
| 法律状态公告日 | 20111130 |
| 法律状态 | 公开 |
| 法律状态信息 | 公开 |
权利要求
权利要求数量(9)
独立权利要求数量(2)
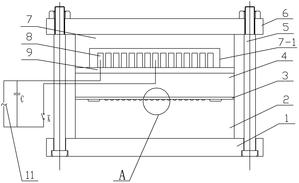
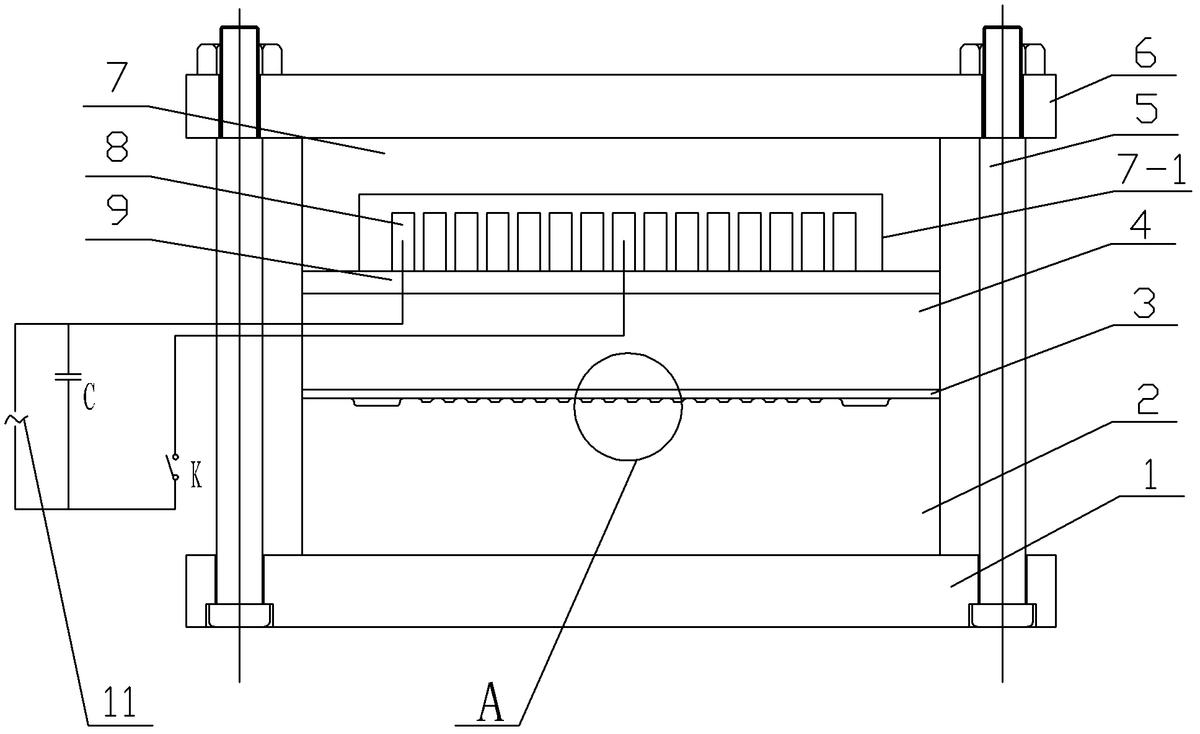
1.一种燃料电池金属双极板的电磁力驱动软模成形装置,其特征在于:所述装置包括 下固定板(1)、成形模具(2)、软模(4)、驱动板(9)、线圈(8)、支撑架(7)、上固定 板(6)、电容器组(C)、供电电源(11)、放电控制开关(K)和多个紧固螺栓(5);
下固定板(1)上由下至上依次叠放有成形模具(2)、软模(4)、驱动板(9)、支撑架 (7)和上固定板(6);支撑架(7)的下端面上设有凹槽(7-1),凹槽(7-1)内设置有线 圈(8),线圈(8)由单根导线由里至外缠绕多圈构成,相邻两圈导线之间用高压绝缘材料 隔开,凹槽(7-1)与线圈(8)之间及线圈(8)表面用高压高强度绝缘材料灌封构成平板 线圈,平板线圈与支撑架(7)组合构成线圈支撑架组合体,线圈(8)的两端通过电容器 组(C)串联在放电控制开关(K)上,用于控制电容器组(C)对线圈的放电,电容器组 (C)与供电电源(11)串联用于电容器组(C)充电,上固定板(6)与下固定板(1)之 间通过多个紧固螺栓(5)紧固连接。
2.根据权利要求1所述燃料电池金属双极板的电磁力驱动软模成形装置,其特征在于: 单根导线的横截面形状为矩形。
3.根据权利要求1所述燃料电池金属双极板的电磁力驱动软模成形装置,其特征在于: 驱动板(9)为紫铜板。
4.根据权利要求1、2或3所述燃料电池金属双极板的电磁力驱动软模成形装置,其 特征在于:软模(4)为邵氏硬度60-70之间的橡胶板。
5.根据权利要求1所述燃料电池金属双极板的电磁力驱动软模成形装置,其特征在于: 高压绝缘材料为单层面抗压2000-5000V的聚酰亚胺薄膜;
6.根据权利要求1或5所述燃料电池金属双极板的电磁力驱动软模成形装置,其特征 在于:高压高强度绝缘材料由环氧树脂和凝固剂按体积份数比2∶1的比例混合制成,所述 凝固剂为聚酰胺凝固剂。
7.一种利用权利要求1所述电磁力驱动软模成形装置实现燃料电池金属双极板的电磁 力驱动软模成形方法,其特征在于:所述方法是按下述步骤实现的:
步骤一:安装板坯;先将所述电磁力驱动软模成形装置上的多个紧定螺栓(5)拆下, 将上盖板(6)、线圈支撑架组合体、驱动板(9)及软模(4)取下,然后将板坯(3)放置 在成形模具(2)上,最后将软模(4)、驱动板(9)、线圈支撑架组合体及上固定板(6) 由下至上叠放在板坯(3)上,上固定板(6)与下固定板(1)之间通过多个紧固螺栓(5) 紧固连接;
步骤二:放电成形;电容器组(C)串联在供电电源(11)实现电容器组的充电,供电 电源(11)电压为220或380V,电容器组C电容量为384-2304μF,充电后断开该回路, 关闭放电控制开关(K),电容器组(C)向线圈(8)放电,放电电压为1000-3500V,放电 频率为3200-9400Hz,脉冲电流为5.6-19.6kA,高强脉冲电流流经线圈(8),在线圈(8) 中产生瞬态脉冲磁场,驱动板(9)表面产生感应涡流,该感应涡流产生的方向与线圈(8) 电流方向相反,使得线圈(8)与驱动板(9)间产生排斥力,排斥力作用在软模(4)上, 软模(4)带动板坯(3)贴模成形,整个成形过程在瞬间完成;
步骤三:取出成形件:先将多个紧固螺栓(5)取下,再将上固定板(6)、线圈支撑架 组合体、驱动板(9)及软模(4)取下,将成形件取出即制成金属双极板。
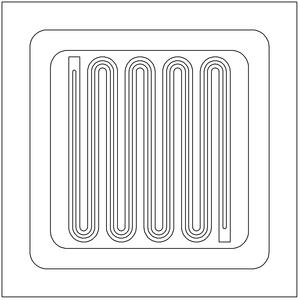
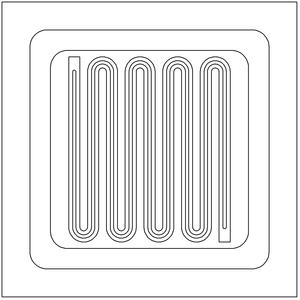
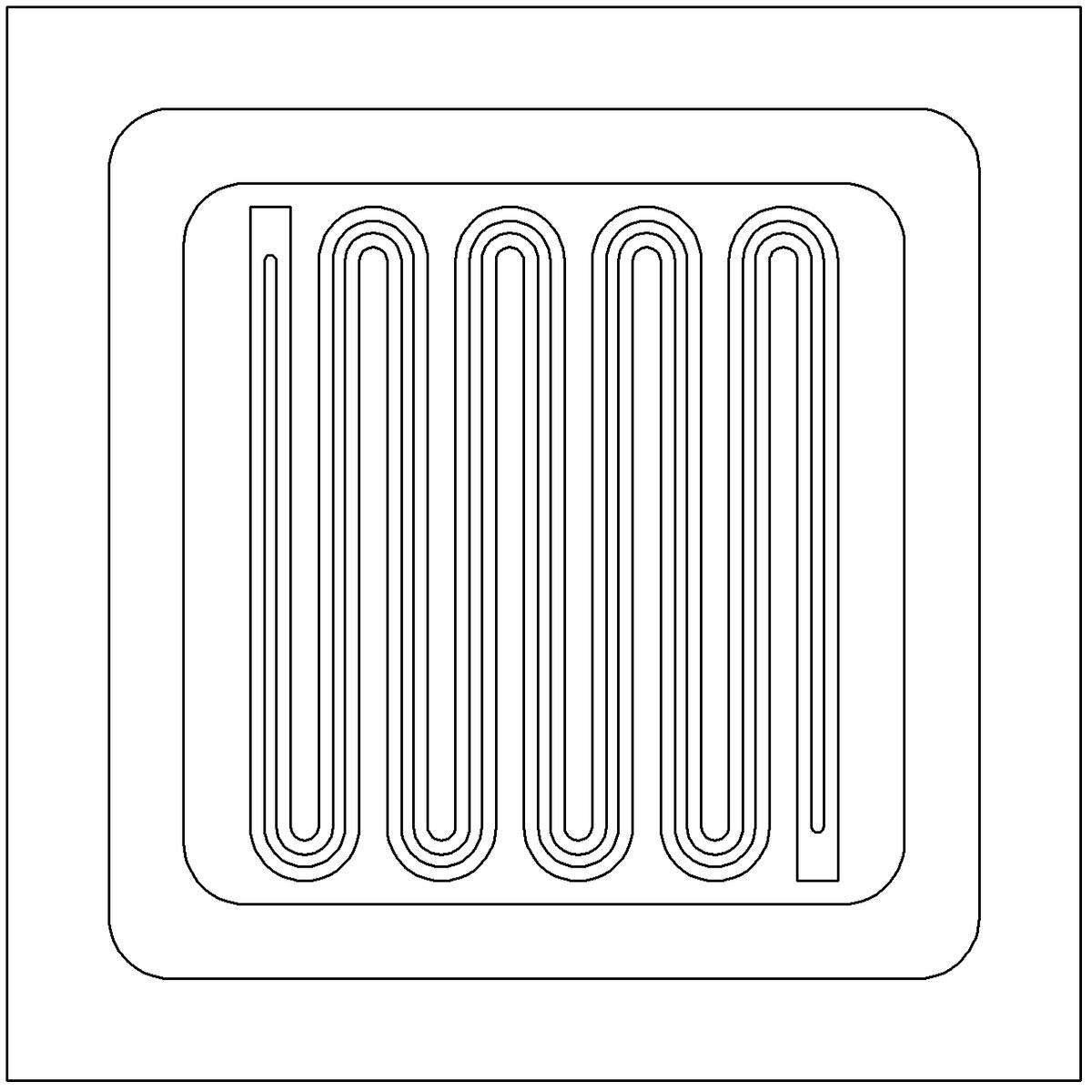
8.根据权利要求7所述燃料电池金属双极板的电磁力驱动软模成形方法,其特征在于: 步骤三中所制成的金属双极板的流场为蛇形流场。
9.根据权利要求7或8所述燃料电池金属双极板的电磁力驱动软模成形方法,其特征 在于:步骤三中所制成的金属双极板的材料为SS304,所制成的金属双极板的厚度为0.1mm。
1.一种燃料电池金属双极板的电磁力驱动软模成形装置,其特征在于:所述装置包括下固定板(1)、成形模具(2)、软模(4)、驱动板(9)、线圈(8)、支撑架(7)、上固定板(6)、电容器组(C)、供电电源(11)、放电控制开关(K)和多个紧固螺栓(5);
下固定板(1)上由下至上依次叠放有成形模具(2)、软模(4)、驱动板(9)、支撑架(7)和上固定板(6);支撑架(7)的下端面上设有凹槽(7-1),凹槽(7-1)内设置有线圈(8),线圈(8)由单根导线由里至外缠绕多圈构成,相邻两圈导线之间用高压绝缘材料隔开,凹槽(7-1)与线圈(8)之间及线圈(8)表面用高压高强度绝缘材料灌封构成平板线圈,平板线圈与支撑架(7)组合构成线圈支撑架组合体,线圈(8)的两端通过电容器组(C)串联在放电控制开关(K)上,用于控制电容器组(C)对线圈的放电,电容器组(C)与供电电源(11)串联用于电容器组(C)充电,上固定板(6)与下固定板(1)之间通过多个紧固螺栓(5)紧固连接。
2.根据权利要求1所述燃料电池金属双极板的电磁力驱动软模成形装置,其特征在于:单根导线的横截面形状为矩形。
3.根据权利要求1所述燃料电池金属双极板的电磁力驱动软模成形装置,其特征在于:驱动板(9)为紫铜板。
4.根据权利要求1、2或3所述燃料电池金属双极板的电磁力驱动软模成形装置,其特征在于:软模(4)为邵氏硬度60-70之间的橡胶板。
5.根据权利要求1所述燃料电池金属双极板的电磁力驱动软模成形装置,其特征在于:高压绝缘材料为单层面抗压2000-5000V的聚酰亚胺薄膜;
6.根据权利要求1或5所述燃料电池金属双极板的电磁力驱动软模成形装置,其特征在于:高压高强度绝缘材料由环氧树脂和凝固剂按体积份数比2∶1的比例混合制成,所述凝固剂为聚酰胺凝固剂。
7.一种利用权利要求1所述电磁力驱动软模成形装置实现燃料电池金属双极板的电磁力驱动软模成形方法,其特征在于:所述方法是按下述步骤实现的:
步骤一:安装板坯;先将所述电磁力驱动软模成形装置上的多个紧定螺栓(5)拆下,将上盖板(6)、线圈支撑架组合体、驱动板(9)及软模(4)取下,然后将板坯(3)放置在成形模具(2)上,最后将软模(4)、驱动板(9)、线圈支撑架组合体及上固定板(6)由下至上叠放在板坯(3)上,上固定板(6)与下固定板(1)之间通过多个紧固螺栓(5)紧固连接;
步骤二:放电成形;电容器组(C)串联在供电电源(11)实现电容器组的充电,供电电源(11)电压为220或380V,电容器组C电容量为384-2304μF,充电后断开该回路,关闭放电控制开关(K),电容器组(C)向线圈(8)放电,放电电压为1000-3500V,放电频率为3200-9400Hz,脉冲电流为5.6-19.6kA,高强脉冲电流流经线圈(8),在线圈(8)中产生瞬态脉冲磁场,驱动板(9)表面产生感应涡流,该感应涡流产生的方向与线圈(8)电流方向相反,使得线圈(8)与驱动板(9)间产生排斥力,排斥力作用在软模(4)上,软模(4)带动板坯(3)贴模成形,整个成形过程在瞬间完成;
步骤三:取出成形件:先将多个紧固螺栓(5)取下,再将上固定板(6)、线圈支撑架组合体、驱动板(9)及软模(4)取下,将成形件取出即制成金属双极板。
8.根据权利要求7所述燃料电池金属双极板的电磁力驱动软模成形方法,其特征在于:步骤三中所制成的金属双极板的流场为蛇形流场。
9.根据权利要求7或8所述燃料电池金属双极板的电磁力驱动软模成形方法,其特征在于:步骤三中所制成的金属双极板的材料为SS304,所制成的金属双极板的厚度为0.1mm。
说明书
技术领域
本发明涉及一种燃料电池金属双极板的成形装置及方法。
背景技术
燃料电池以其高效、洁净的特点适应了可持续发展的要求,它既可用作固定电站,又可作为移动交通运输工具的电源,被认为是取代汽车动力的最有竞争力的动力源之一。其中质子交换膜燃料电池除具有燃料电池的一股特点外,还具有可在温室快速、频繁启动,无电解液流失,水易排出,寿命长,比功率与比能量高等突出特点。质子交换膜燃料电池主要由多孔气体扩散电极、质子交换膜和双极板三部分组成。其中双极板占整个燃料电池堆总重量的60-80%、占电堆成本的30-45%。双极板为膜电极的组装提供机械支撑和强度、收集电流、分隔氧化剂与还原剂,并引导氧化剂和还原剂流体均匀、平缓且可控地分散到电极表面的反应区域。因此双极板在导电性、重量、抗腐蚀和厚度方面都有严格的要求,使双极板的设计和制造成为除了膜、催化剂等问题外的具有挑战性的内容。
目前双极板材料主要以石墨板及石墨-聚合物复合板为主,然而石墨双极板制造成本高,机械性能差,材料孔隙多,在商业应用中被限制。石墨-聚合物复合板在许多研究中都被证明可以达到石墨板的一些优良性能,在成本上也显示出优越性,流场的设计上也可以更自由,然而,它的主要缺点是,由于聚合树脂的存在使得双极板的导电性差,另外,由于其厚度不能达到1mm以下(通常在2-3mm),因此所形成的电堆的能量密度低。相比石墨材料,金属双极板的机械加工性能优良、导电和导热性好、致密性高,易于实现批量生产,能够降低电堆成本,大幅度提高电池堆的体积比功率,因此金属双极板得到了燃料电池研发机构的重视,将逐渐成为燃料电池应用的主导材料。目前常用的金属双极板制造成形工艺有:单纯利用电磁力成形以及化学刻蚀、电铸、线切割和冲压成形、MEMS微加工技术等。单纯利用电磁力成形金属双极板时,驱动片不能重复利用,增加了生产成本;基于冲压成形等常规塑性变形手段需要加工高精度模具(需加工凸摸和凹模),对模具导向和配合精度要求高,对材料的塑性也有一定得要求,同时对于沟槽形状的改进成本高,工艺柔性差。另外,利用激光微细加工、光刻、化学刻蚀、线切割、辊压成形和机械切削加工等技术加工效率低,加工费用高,且批量生产较困难。
发明内容
本发明的目的是提供一种燃料电池金属双极板的电磁力驱动软模成形装置及方法,以解决基于冲压成形等常规塑性变形手段成形金属薄板上微细特征时,凸、凹模间的配合困难的问题,同时解决单纯利用电磁力成形金属双极板时,驱动片不能重复利用所带来的成本增加问题。
本发明为解决上述技术问题采取的技术方案是:
本发明的燃料电池金属双极板的电磁力驱动软模成形装置,所述装置包括下固定板、成形模具、软模、驱动板、线圈、支撑架、上固定板、电容器组、供电电源、放电控制开关和多个紧固螺栓;
下固定板上由下至上依次叠放有成形模具、软模、驱动板、支撑架和上固定板;支撑架的下端面上设有凹槽,凹槽内设置有线圈,线圈由单根导线由里至外缠绕多圈构成,相邻两圈导线之间用高压绝缘材料隔开,凹槽与线圈之间及线圈表面用高压高强度绝缘材料灌封构成平板线圈,平板线圈与支撑架组合构成线圈支撑架组合体,线圈的两端通过电容器组串联在放电控制开关上,用于控制电容器组对线圈的放电,电容器组与供电电源串联用于电容器组充电,上固定板与下固定板之间通过多个紧固螺栓紧固连接。
本发明的利用上述装置实现燃料电池金属双极板的电磁力驱动软模成形方法,所述方法是按下述步骤实现的:
步骤一:安装板坯;先将所述电磁力驱动软模成形装置上的多个紧定螺栓拆下,将上盖板、线圈支撑架组合体、驱动板及软模取下,然后将板坯放置在成形模具上,最后将软模、驱动板、线圈支撑架组合体及上固定板由下至上叠放在板坯上,上固定板与下固定板之间通过多个紧固螺栓紧固连接;
步骤二:放电成形;电容器组串联在供电电源实现电容器组的充电,供电电源电压为220或380V,电容器组电容量为384-2304μF,充电后断开该回路,关闭放电控制开关,电容器组向线圈放电,放电电压为1000-3500V,放电频率为3200-9400Hz,脉冲电流为5.6-19.6kA,高强脉冲电流流经线圈,在线圈中产生瞬态脉冲磁场,驱动板表面产生感应涡流,该感应涡流产生的方向与线圈电流方向相反,使得线圈与驱动板间产生排斥力,排斥力作用在软模上,软模带动板坯贴模成形,整个成形过程在瞬间完成;
步骤三:取出成形件:先将多个紧固螺栓取下,再将上固定板、线圈支撑架组合体、驱动板及软模取下,将成形件取出即制成金属双极板。
本发明的有益效果是:本发明将电磁成形工艺应用在燃料电池金属双极板的成形工艺中,利用电磁力驱动软模对金属双极板成形,其中软模可代替钢模中的上模或下模。本发明与传统冲压成形工艺相比,本发明采用的电磁成形工装简单,仅需要单边模具,金属双极板流场修改的灵活性提高,其成形过程在瞬间完成,可以使材料本身产生高塑性现象,改善成形性,大幅度提高材料的延展性和变形分布的均匀性,提高材料的成形极限,对于难成形的金属材料仍有较好的成形效果,可增加所用材料的选择范围。本发明克服了仅利用电磁力驱动驱动片成形双极板时,驱动片不能重复利用所带来的驱动片材料的浪费和由此引起的成本增加。本发明使用具有一定厚度驱动板(即现有技术中的驱动片),同时在驱动板与板坯间增加软模,利用软模的可恢复性重复加工,降低了生产成本,同时还集成了软模成形的优点,即软模成形中的有益摩擦可以减小制件的回弹,保证了金属双极板的质量。
综上,本发明有效集成了电磁成形装置简单、可提高板坯成形极限以及软模成形件回弹小、质量高的优点,可加工高质量的金属双极板,提高生产效率,降低金属双极板生产成本。本发明的方法能够提高工艺柔性。
附图说明
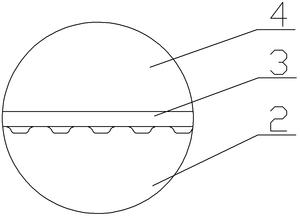
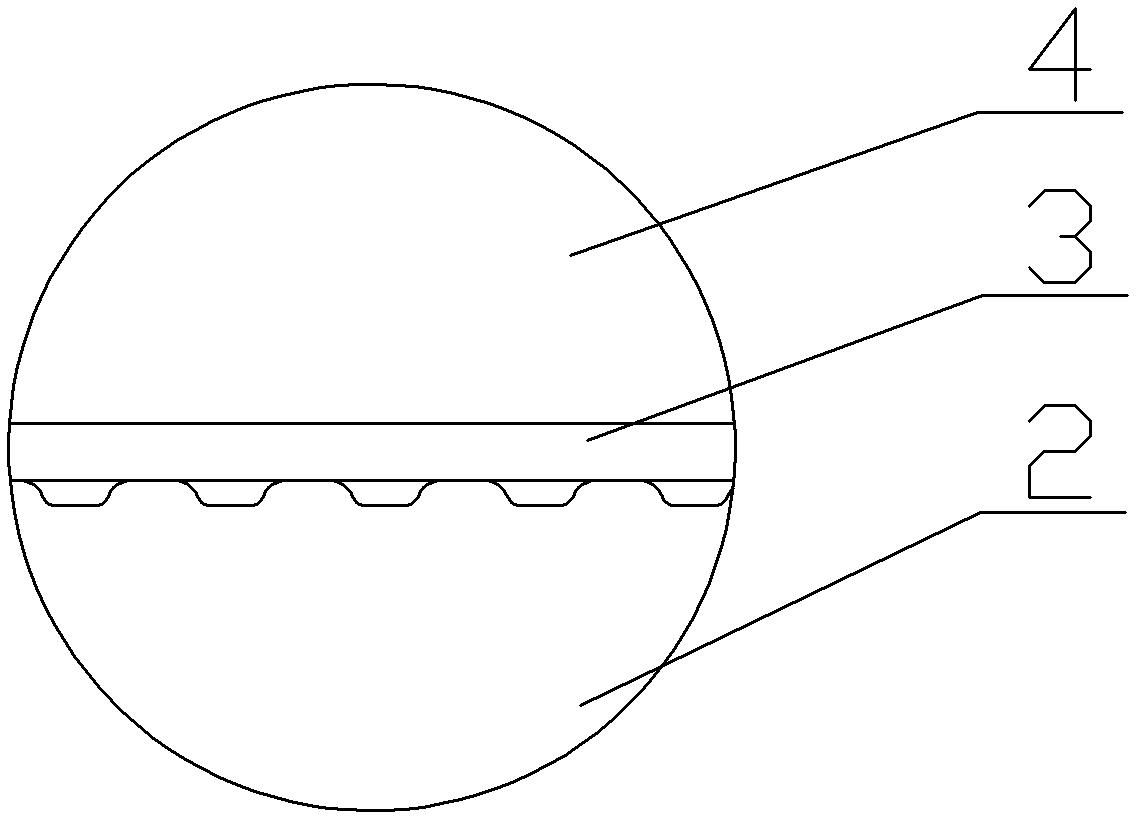
图1是本发明的燃料电池金属双极板的电磁力驱动软模成形装置的主视结构示意图;图2是图1的A部放大图;图3是金属双极板的主视结构图。
具体实施方式
具体实施方式九:结合图3说明,本实施方式的步骤三中所制成的金属双极板的材料为SS304(不锈钢板),所制成的金属双极板的厚度为0.1mm。其它与具体实施方式七或八相同。
价值度评估
技术价值
经济价值
法律价值
0 0 056.0分
0 50 75 100专利价值度是通过科学的评估模
型对专利价值进行量化的结果,
基于专利大数据针对专利总体特
征指标利用计算机自动化技术对
待评估专利进行高效、智能化的
分析,从技术、经济和法律价值
三个层面构建专利价值评估体
系,可以有效提升专利价值评估
的质量和效率。
总评:56.0分
该专利价值中等 (仅供参考)
本专利文献中包含【2 个技术分类】,从一定程度上而言上述指标的数值越大可以反映出所述专利的技术保护及应用范围越广。 【专利权的维持时间13 年】专利权的维持时间越长,其价值对于权利人而言越高。
技术价值 30.0
该指标主要从专利申请的著录信息、法律事件等内容中挖掘其技术价值,专利类型、独立权利要求数量、无效请求次数等内容均可反映出专利的技术性价值。 技术创新是专利申请的核心,若您需要进行技术借鉴或寻找可合作的项目,推荐您重点关注该指标。
部分指标包括:
授权周期(发明)
24 个月独立权利要求数量
0 个从属权利要求数量
0 个说明书页数
4 页实施例个数
0 个发明人数量
3 个被引用次数
0 次引用文献数量
0 个优先权个数
0 个技术分类数量
2 个无效请求次数
0 个分案子案个数
0 个同族专利数
0 个专利获奖情况
无保密专利的解密
否经济价值 7.0
该指标主要指示了专利技术在商品化、产业化及市场化过程中可能带来的预期利益。 专利技术只有转化成生产力才能体现其经济价值,专利技术的许可、转让、质押次数等指标均是其经济价值的表征。 因此,若您希望找到行业内的运用广泛的热点专利技术及侵权诉讼中的涉案专利,推荐您重点关注该指标。
部分指标包括:
申请人数量
1申请人类型
院校许可备案
0 次权利质押
0 次权利转移
0 个海关备案
否法律价值 19.0
该指标主要从专利权的稳定性角度评议其价值。专利权是一种垄断权,但其在法律保护的期间和范围内才有效。 专利权的存续时间、当前的法律状态可反映出其法律价值。故而,若您准备找寻权属稳定且专利权人非常重视的专利技术,推荐您关注该指标。
部分指标包括:
存活期/维持时间
13法律状态
无权-未缴年费







 苏公网安备 32041202001399号
苏公网安备 32041202001399号



 loading...
loading...