【中国发明,中国发明授权】一种平面共轭凸轮轮廓检测和磨削加工装置的控制方法
有权-审定授权 中国
- 申请号:
- CN201510130349.1
- 专利权人:
- 常州工学院
- 授权公告日/公开日:
- 2017.04.12
- 专利有效期:
- 2013.02.07-2033.02.07
- 技术分类:
- B24:磨削;抛光
- 转化方式:
- 转让
- 价值度指数:
-
- 63.0分
- 价格:
- 面议
发布人
常州工学院
联系人何老师
-

- 0519-88238869

-

- 302910554
-

- 13151263266

- 专利信息&法律状态
- 专利自评
- 专利技术文档
- 价值度指数
- 发明人阵容
 著录项
著录项
- 申请号
- CN201510130349.1
- 申请日
- 20130207
- 公开/公告号
- CN104742016A
- 公开/公告日
- 20150701
- 申请/专利权人
- [常州工学院]
- 发明/设计人
- [郭建江, 张建生, 沈洪雷]
- 主分类号
- B24B49/12
- IPC分类号
- C12N 9/0008(2013.01) C12N 9/16
- CPC分类号
- C12N 9/0008(2013.01) C12N 9/16(2013.01)
- 分案申请地址
- 201310048860.8
- 国省代码
- 江苏(32)
- 颁证日
- G06T1/00
- 代理人
- [曹焕元]
摘要
本发明公开了一种平面共轭凸轮轮廓检测和磨削加工装置的控制方法,其要点是:控制检测磨削装置的磨削机构的砂轮磨头对平面共轭凸轮的外轮廓进行磨削加工时,由凸轮内轮廓检测装置的第二激光测量头沿平面共轭凸轮的轴向做往复运动并对平面共轭凸轮内轮廓轴向上的轮廓线进行测量。控制检测磨削装置的磨削机构的砂轮磨头对平面共轭凸轮的内轮廓进行磨削加工时,由凸轮外轮廓检测装置的第一激光测量头在平面共轭凸轮的轴向上做往复运动并对平面共轭凸轮外轮廓轴向上的轮廓线进行测量。当凸轮旋转一周,则检测磨削装置能同时对平面共轭凸轮的内外轮廓中的一个轮廓的尺寸在周向上进行在线检测和对平面共轭凸轮的内外轮廓中的另一个轮廓进行磨削。
法律状态
| 法律状态公告日 | 20190226 |
| 法律状态 | 专利申请权、专利权的转移 |
| 法律状态信息 | 专利权的转移 IPC(主分类):B24B 49/12 登记生效日:20190131 变更事项:专利权人 变更前权利人:常州工学院 变更后权利人:广东华鼎机械有限公司 变更事项:地址 变更前权利人:213002 江苏省常州市天宁区通江南路299号 变更后权利人:526000 广东省肇庆市高新区迎宾大道6号之一 |
| 法律状态公告日 | 20170412 |
| 法律状态 | 授权 |
| 法律状态信息 | 授权 |
| 法律状态公告日 | 20150729 |
| 法律状态 | 实质审查的生效 |
| 法律状态信息 | 实质审查的生效 IPC(主分类):B24B 49/12 申请日:20130207 |
| 法律状态公告日 | 20150701 |
| 法律状态 | 公开 |
| 法律状态信息 | 公开 |
| 事务数据公告日 | 20190226 |
| 事务数据类型 | 专利申请权、专利权的转移 |
| 转让详情 | 专利权的转移 IPC(主分类):B24B 49/12 登记生效日:20190131 变更事项:专利权人 变更前权利人:常州工学院 变更后权利人:广东华鼎机械有限公司 变更事项:地址 变更前权利人:213002 江苏省常州市天宁区通江南路299号 变更后权利人:526000 广东省肇庆市高新区迎宾大道6号之一 |
权利要求
权利要求数量(2)
独立权利要求数量(1)
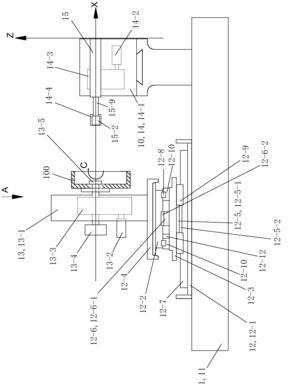
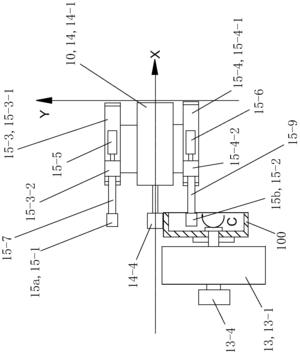
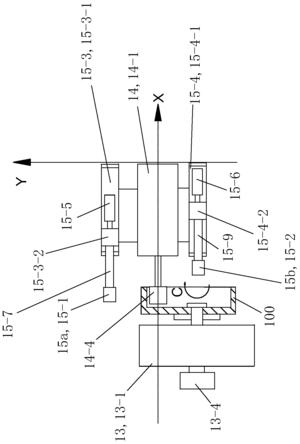
1.一种平面共轭凸轮轮廓检测和磨削加工装置的控制方法,其特征在于:采用的 平面共轭凸轮轮廓检测和磨削加工装置包括控制系统、机身(11)、设置在机身(11) 上的可沿X轴Y轴运动的工作台机构(12)、固定设置在工作台机构(12)上的凸轮旋 转机构(13)和固定设置在机身(11)上的检测磨削装置(10);所述控制系统控制工 作台机构(12)、凸轮旋转机构(13)和检测磨削装置(10)的动作;检测磨削装置(10) 包括磨削机构(14)和在线检测装置(15);
磨削机构(14)包括磨削工作台(14-1)和砂轮磨头(14-4);磨削工作台(14-1) 固定设置在机身(11)上;在线检测装置(15)包括凸轮外轮廓在线检测装置(15a) 和凸轮内轮廓在线检测装置(15b);凸轮外轮廓在线检测装置(15a)包括第一激光测 量头(15-1)、第一直线电机(15-3)和第一直线电机驱动器(15-5);第一直线电机(15-3) 由其定子(15-3-1)固定设置在磨削机构(14)的磨削工作台(14-1)的后侧上;第一 激光测量头(15-1)通过第一连接测量杆(15-7)固定设置在第一直线电机(15-3)的 动子(15-3-2)上,由控制系统通过第一直线电机驱动器(15-5)控制第一直线电机(15-3) 的动子(15-3-2)带动第一激光测量头(15-1)进行X向移动测量平面共轭凸轮的外轮 廓尺寸;凸轮内轮廓在线检测装置(15b)包括第二激光测量头(15-2)、第二直线电机 (15-4)和第二直线电机驱动器(15-6);第二直线电机(15-4)由其定子(15-4-1) 固定设置在磨削机构(15-4)的磨削工作台(15-4-1)的前侧上;第二激光测量头(15-2) 通过第二连接测量杆(15-9)固定设置在第二直线电机(15-4)的动子(15-4-2)上, 由控制系统通过第二直线电机驱动器(15-6)控制第二直线电机(15-4)的动子(15-4-2) 带动第二激光测量头(15-2)进行X向移动测量平面共轭凸轮的内轮廓尺寸;第一激光 测量头(15-1)、第二激光测量头(15-2)与磨削机构(14)的砂轮磨头(14-4)处于 同一X-Y平面上,且三者的轴线相互平行,并且平面共轭凸轮的轴线位于X-Y平面上;
第一激光测量头(15-1)与砂轮磨头(14-4)的轴线的基准间距为L w,第二激光 测量头(15-6)与砂轮磨头(14-4)的轴线的基准间距为L s,在所述平面共轭凸轮(100) 的旋转角度为θ i时,平面共轭凸轮(100)的安装轴线与砂轮磨头(14-4)的轴线的间 距为l ui,平面共轭凸轮(100)端面与磨削工作台(14-1)Y轴线的间距为l vi,在线测 量的平面共轭凸轮(100)的外轮廓与第一激光测量头(15-1)的间距测量值为l 1i,在 线测量的平面共轭凸轮(100)内轮廓与第二激光测量头(15-2)的间距测量值为l 2i, 0 0≤θ i≤360 0,θ i=360/n,i=1,2,3......,n;n为平面共轭凸轮100旋转一周的过 程中同时检测θ i、l 1i和l 2i测量值的次数;
上述平面共轭凸轮轮廓检测和磨削加工装置的控制方法具有以下步骤:
①、由检测磨削装置(10)的在线检测装置(15)对平面共轭凸轮(100)内外轮 廓尺寸在线测量;在线测量分为平面共轭凸轮(100)磨削前和磨削结束后以及磨削工 作中测量;在平面共轭凸轮(100)磨削前和磨削结束后状态,使平面共轭凸轮(100) 旋转1周以每个θ i角度均分做“间歇旋转”运动,在每个间歇旋转周期,第一激光测量 头(15-1)与第二激光测量头(15-2)分别也可同时在平面共轭凸轮(100)的轴向轮 廓线上做快速往复运动进行测量;在平面共轭凸轮(100)磨削中在线测量,使平面共 轭凸轮(100)旋转1周以每个θ i角度均分做缓慢连续旋转运动,第一激光测量头(15-1) 与第二激光测量头(15-2)分别在平面共轭凸轮(100)的轴向内外轮廓线上做快速往 复运动进行测量;平面共轭凸轮(100)的旋转速度为1转/60分至1转/20分;第一激 光测量头(15-1)与第二激光测量头(15-2)的往复直线运动的速度为3000毫米/分至 10000毫米/分;第一激光测量头(15-1)与第二激光测量头(15-2)的初始位置在X 轴方向各自直线电机定子x 1处,并且使第一激光测量头(15-1)与第二激光测量头(15-2) 处于同一沿前后向设置的铅垂面上;通过工作台机构(12)沿X轴Y轴运动带动凸轮旋 转机构(13)使待加工的平面共轭凸轮(100)进入测量位置l ui>L s,l vi=x 1且l vi ②、根据测得的平面共轭凸轮(100)的内外轮廓尺寸计算出平面共轭凸轮(100) 的外轮廓极坐标径向尺寸和内轮廓极坐标径向尺寸并与要加工的平面共轭凸轮(100) 的外内轮廓极坐标径向尺寸进行比较,得出加工误差和加工余量;然后将平面共轭凸轮 (100)外轮廓极坐标径向尺寸最大值作为平面共轭凸轮(100)磨削的加工零点;然后 通过工作台(12-4)带动平面共轭凸轮(100)使外轮廓移向砂轮磨头(14-4)处,完 成平面共轭凸轮(100)加工零点自动定位;并根据测量数据自动确定粗磨平面共轭凸 轮(100)外轮廓的加工进给量; ③、根据步骤②确定的加工进给量由检测磨削装置(10)的磨削机构(14)对平面 共轭凸轮(100)的外轮廓进行粗磨磨削加工,同时由在线检测装置(15)的凸轮内轮 廓在线检测装置(15b)对平面共轭凸轮(100)的内轮廓进行测量; ④、完成平面共轭凸轮(100)的外轮廓进行粗磨磨削加工后,回到加工零点,由 检测磨削装置(10)的磨削机构(14)对平面共轭凸轮(100)的内轮廓进行粗磨磨削 加工,同时由在线检测装置(15)的凸轮外轮廓在线检测装置(15a)对平面共轭凸轮 (100)的外轮廓进行测量;根据测量的数据计算出下一步精磨平面共轭凸轮(100)外 轮廓的加工进给量; ⑤、完成平面共轭凸轮(100)的内轮廓的粗磨磨削加工后,回到加工零点,根据 步骤④中的精磨平面共轭凸轮(100)外轮廓的加工进给量由检测磨削装置(10)的磨 削机构(14)对平面共轭凸轮(100)的外轮廓进行精磨磨削加工,同时由在线检测装 置(15)的凸轮内轮廓在线检测装置(15b)对平面共轭凸轮(100)的内轮廓进行测量; 根据测量的数据计算出下一步精磨平面共轭凸轮(100)内轮廓的加工进给量; ⑥、完成平面共轭凸轮(100)的外轮廓的精磨磨削加工后,回到加工零点,根据 步骤⑤中的精磨平面共轭凸轮(100)内轮廓的加工进给量采用步骤④所述的方法进行 平面共轭凸轮(100)内轮廓精磨削的同时进行平面共轭凸轮(100)外轮廓尺寸的测量; ⑦、完成平面共轭凸轮(100)的内轮廓的精磨磨削加工后,由在线检测装置(15) 的凸轮内轮廓在线检测装置(15b)对平面共轭凸轮(100)的内轮廓进行测量并计算出 平面共轭凸轮(100)内轮廓极坐标径向尺寸;根据步骤⑥中测得的平面共轭凸轮(100) 的外轮廓数据计算出外轮廓极坐标径向尺寸;将上述平面共轭凸轮(100)外、内轮廓 极坐标径向尺寸与要加工的平面共轭凸轮(100)外、内轮廓极坐标径向尺寸进行比较, 得出平面共轭凸轮(100)外、内轮廓极坐标径向尺寸加工误差判断加工平面共轭凸轮 (100)是否合格,如果需要修复补偿可以自动重复上述相应步骤对平面共轭凸轮(100) 轮廓进行进一步磨削加工。
2.根据权利要求1所述的平面共轭凸轮轮廓检测和磨削加工装置的控制方法,其特 征在于:所述步骤①中的第一激光测量头(15-1)与第二激光测量头(15-2)在平面共 轭凸轮(100)的轴向轮廓线上测量一次的时间为0.12秒至2秒。
1.一种平面共轭凸轮轮廓检测和磨削加工装置的控制方法,其特征在于:采用的平面共轭凸轮轮廓检测和磨削加工装置包括控制系统、机身(11)、设置在机身(11)上的可沿X轴Y轴运动的工作台机构(12)、固定设置在工作台机构(12)上的凸轮旋转机构(13)和固定设置在机身(11)上的检测磨削装置(10);所述控制系统控制工作台机构(12)、凸轮旋转机构(13)和检测磨削装置(10)的动作;检测磨削装置(10)包括磨削机构(14)和在线检测装置(15);
磨削机构(14)包括磨削工作台(14-1)和砂轮磨头(14-4);磨削工作台(14-1)固定设置在机身(11)上;在线检测装置(15)包括凸轮外轮廓在线检测装置(15a)和凸轮内轮廓在线检测装置(15b);凸轮外轮廓在线检测装置(15a)包括第一激光测量头(15-1)、第一直线电机(15-3)和第一直线电机驱动器(15-5);第一直线电机(15-3)由其定子(15-3-1)固定设置在磨削机构(14)的磨削工作台(14-1)的后侧上;第一激光测量头(15-1)通过第一连接测量杆(15-7)固定设置在第一直线电机(15-3)的动子(15-3-2)上,由控制系统通过第一直线电机驱动器(15-5)控制第一直线电机(15-3)的动子(15-3-2)带动第一激光测量头(15-1)进行X向移动测量平面共轭凸轮的外轮廓尺寸;凸轮内轮廓在线检测装置(15b)包括第二激光测量头(15-2)、第二直线电机(15-4)和第二直线电机驱动器(15-6);第二直线电机(15-4)由其定子(15-4-1)固定设置在磨削机构(15-4)的磨削工作台(15-4-1)的前侧上;第二激光测量头(15-2)通过第二连接测量杆(15-9)固定设置在第二直线电机(15-4)的动子(15-4-2)上,由控制系统通过第二直线电机驱动器(15-6)控制第二直线电机(15-4)的动子(15-4-2)带动第二激光测量头(15-2)进行X向移动测量平面共轭凸轮的内轮廓尺寸;第一激光测量头(15-1)、第二激光测量头(15-2)与磨削机构(14)的砂轮磨头(14-4)处于同一X-Y平面上,且三者的轴线相互平行,并且平面共轭凸轮的轴线位于X-Y平面上;
第一激光测量头(15-1)与砂轮磨头(14-4)的轴线的基准间距为Lw,第二激光测量头(15-6)与砂轮磨头(14-4)的轴线的基准间距为Ls,在所述平面共轭凸轮(100)的旋转角度为θi时,平面共轭凸轮(100)的安装轴线与砂轮磨头(14-4)的轴线的间距为lui,平面共轭凸轮(100)端面与磨削工作台(14-1)Y轴线的间距为lvi,在线测量的平面共轭凸轮(100)的外轮廓与第一激光测量头(15-1)的间距测量值为l1i,在线测量的平面共轭凸轮(100)内轮廓与第二激光测量头(15-2)的间距测量值为l2i,00≤θi≤3600,θi=360/n,i=1,2,3......,n;n为平面共轭凸轮100旋转一周的过程中同时检测θi、l1i和l2i测量值的次数;
上述平面共轭凸轮轮廓检测和磨削加工装置的控制方法具有以下步骤:
①、由检测磨削装置(10)的在线检测装置(15)对平面共轭凸轮(100)内外轮廓尺寸在线测量;在线测量分为平面共轭凸轮(100)磨削前和磨削结束后以及磨削工作中测量;在平面共轭凸轮(100)磨削前和磨削结束后状态,使平面共轭凸轮(100)旋转1周以每个θi角度均分做“间歇旋转”运动,在每个间歇旋转周期,第一激光测量头(15-1)与第二激光测量头(15-2)分别也可同时在平面共轭凸轮(100)的轴向轮廓线上做快速往复运动进行测量;在平面共轭凸轮(100)磨削中在线测量,使平面共轭凸轮(100)旋转1周以每个θi角度均分做缓慢连续旋转运动,第一激光测量头(15-1)与第二激光测量头(15-2)分别在平面共轭凸轮(100)的轴向内外轮廓线上做快速往复运动进行测量;平面共轭凸轮(100)的旋转速度为1转/60分至1转/20分;第一激光测量头(15-1)与第二激光测量头(15-2)的往复直线运动的速度为3000毫米/分至10000毫米/分;第一激光测量头(15-1)与第二激光测量头(15-2)的初始位置在X轴方向各自直线电机定子x1处,并且使第一激光测量头(15-1)与第二激光测量头(15-2)处于同一沿前后向设置的铅垂面上;通过工作台机构(12)沿X轴Y轴运动带动凸轮旋转机构(13)使待加工的平面共轭凸轮(100)进入测量位置lui>Ls,lvi=x1且lvi2进行测量;
②、根据测得的平面共轭凸轮(100)的内外轮廓尺寸计算出平面共轭凸轮(100)的外轮廓极坐标径向尺寸和内轮廓极坐标径向尺寸并与要加工的平面共轭凸轮(100)的外内轮廓极坐标径向尺寸进行比较,得出加工误差和加工余量;然后将平面共轭凸轮(100)外轮廓极坐标径向尺寸最大值作为平面共轭凸轮(100)磨削的加工零点;然后通过工作台(12-4)带动平面共轭凸轮(100)使外轮廓移向砂轮磨头(14-4)处,完成平面共轭凸轮(100)加工零点自动定位;并根据测量数据自动确定粗磨平面共轭凸轮(100)外轮廓的加工进给量;
③、根据步骤②确定的加工进给量由检测磨削装置(10)的磨削机构(14)对平面共轭凸轮(100)的外轮廓进行粗磨磨削加工,同时由在线检测装置(15)的凸轮内轮廓在线检测装置(15b)对平面共轭凸轮(100)的内轮廓进行测量;
④、完成平面共轭凸轮(100)的外轮廓进行粗磨磨削加工后,回到加工零点,由检测磨削装置(10)的磨削机构(14)对平面共轭凸轮(100)的内轮廓进行粗磨磨削加工,同时由在线检测装置(15)的凸轮外轮廓在线检测装置(15a)对平面共轭凸轮(100)的外轮廓进行测量;根据测量的数据计算出下一步精磨平面共轭凸轮(100)外轮廓的加工进给量;
⑤、完成平面共轭凸轮(100)的内轮廓的粗磨磨削加工后,回到加工零点,根据步骤④中的精磨平面共轭凸轮(100)外轮廓的加工进给量由检测磨削装置(10)的磨削机构(14)对平面共轭凸轮(100)的外轮廓进行精磨磨削加工,同时由在线检测装置(15)的凸轮内轮廓在线检测装置(15b)对平面共轭凸轮(100)的内轮廓进行测量;根据测量的数据计算出下一步精磨平面共轭凸轮(100)内轮廓的加工进给量;
⑥、完成平面共轭凸轮(100)的外轮廓的精磨磨削加工后,回到加工零点,根据步骤⑤中的精磨平面共轭凸轮(100)内轮廓的加工进给量采用步骤④所述的方法进行平面共轭凸轮(100)内轮廓精磨削的同时进行平面共轭凸轮(100)外轮廓尺寸的测量;
⑦、完成平面共轭凸轮(100)的内轮廓的精磨磨削加工后,由在线检测装置(15)的凸轮内轮廓在线检测装置(15b)对平面共轭凸轮(100)的内轮廓进行测量并计算出平面共轭凸轮(100)内轮廓极坐标径向尺寸;根据步骤⑥中测得的平面共轭凸轮(100)的外轮廓数据计算出外轮廓极坐标径向尺寸;将上述平面共轭凸轮(100)外、内轮廓极坐标径向尺寸与要加工的平面共轭凸轮(100)外、内轮廓极坐标径向尺寸进行比较,得出平面共轭凸轮(100)外、内轮廓极坐标径向尺寸加工误差判断加工平面共轭凸轮(100)是否合格,如果需要修复补偿可以自动重复上述相应步骤对平面共轭凸轮(100)轮廓进行进一步磨削加工。
2.根据权利要求1所述的平面共轭凸轮轮廓检测和磨削加工装置的控制方法,其特征在于:所述步骤①中的第一激光测量头(15-1)与第二激光测量头(15-2)在平面共轭凸轮(100)的轴向轮廓线上测量一次的时间为0.12秒至2秒。
说明书
技术领域
本发明涉及机械制造领域,具体涉及一种应用平面共轭凸轮轮廓检测和磨削加工装置对平面共轭凸轮轮廓进行检测和磨削的控制方法。
背景技术
凸轮机构是主要由凸轮、从动件和机架组成的传动机构。凸轮按照形式的不同通常分为盘形凸轮、移动凸轮和圆柱凸轮三种。盘形凸轮又分为盘形内凸轮和盘形外凸轮,因为盘形内凸轮很少被采用,故通常所称的盘形凸轮均指盘形外凸轮。按照从动件的运动轨迹的不同,凸轮又分为平面凸轮和空间凸轮。平面凸轮是指凸轮运动平面与从动件的运动平面互相平行或重合,盘形凸轮和移动凸轮均属于平面凸轮,而空间凸轮是指从动件的运动轨迹为空间曲线,圆柱凸轮属于空间凸轮。凸轮按照外部约束形态的不同又可分为沟槽凸轮、凸缘凸轮、等幅凸轮和共轭凸轮。共轭凸轮通常指相互固结的一对盘形凸轮(也即双盘形凸轮)。该对凸轮的各自的轮廓(也即凸轮的周向外侧表面)分别与同一从动件上相应的运动副元素相接触。共轭凸轮的2个凸轮按一定位置固装在同一轴上,使这两个凸轮各自分别在推程和回程时保持共轭性,进而保证双盘形凸轮与从动件锁合。按照从动件的不同的运动形式,双盘形凸轮又分为摆动从动杆共轭凸轮和直动从动杆共轭凸轮。共轭凸轮的第二种形式是:在同一个环状的盘形凸轮上,设置2个盘形轮廓部位,也即在凸轮的周向内侧表面和周向外侧表面各设有相应的一个凸轮轮廓部位(简称为内外轮廓),并且内外轮廓的形状相似,由于这种共轭凸轮的从动件的运动平面与凸轮运动平面互相平行或重合,故可称为平面共轭凸轮。平面共轭凸轮可以广泛应用于各种自动化机械中,如纺织经编机、印刷机等,其中纺织经编机上钩针凸轮就是上述定义的平面共轭凸轮。平面共轭凸轮轮廓磨削属于非圆磨削,轮廓曲线复杂而且内外轮廓尺寸还要保证尺寸共轭一致性,从而磨削加工与检测难度均较大。
现有技术对平面共轭凸轮轮廓进行磨削加工的设备主要采用数控加工中心或者专用磨削机床,磨削加工中,还需要对平面共轭凸轮的内外轮廓和加工误差进行检测、对内外轮廓磨削余量以及磨削进给量进行确定等,上述的检测多采用人工在线操作方式或者采用离线检测方式,不仅检测精度不高,而很难保证平面共轭凸轮内外轮廓尺寸共轭一致性,还存在磨削加工效率很低的问题。
中国专利文献CN102589469A(申请号为201210026457.0)公开了一种“平面共轭凸轮轮廓检测装置及其控制方法”。该文献所涉及的平面共轭凸轮的检测装置虽然可以对平面共轭凸轮的内外轮廓同时进行测量,从而能保证凸轮共轭一致性,但其属于接触式测量,测量精度还有待于进一步提高。另外,该测量装置仅仅只是离线测量装置,不具有磨削加工的功能。
中国专利文献CN201195276Y(专利申请号200820034576.X)公开了一种“在线测试数控凸轮磨床”。该文献所述的磨床是一种在对凸轮进行磨削加工的同时还可同步对凸轮进行在线测试的磨床。该文献中所涉及的凸轮按照其附图所示,应该为平面盘形凸轮,所以其进行的测量和加工也只是实施在盘形凸轮的轮廓(也即周向外侧)上。该文献的测试虽然是在线自动测试,但是,其测量精度仍较低。
中国专利文献CN102147238B(专利申请号201110051991.2)、CN102175181B(专利申请号201110051993.1)、CN102122144B(专利申请号201110051996.5)和CN102200762B(专利申请号201110096390.3)分别公开了一种“凸轮轮廓检测装置”、“凸轮轮廓检测装置的检测方法”、“用于凸轮轮廓检测的数控系统”和“凸轮轮廓检测用数控系统”。所述的这四种检测装置或检测系统工作时,都要先将凸轮从加工设备上取下,然后进行检测,如检测不合格,还需将凸轮装回加工设备重新定位继续加工,导致工作效率大大降低,而且所述的检测的对象都是平面盘形凸轮外轮廓。
中国专利文献CN101434053B(专利申请号20081020397.4)、CN101561250B(专利申请号200910052043.3)和CN101259596A(专利申请号200810023391.3)分别公开了一种“凸轮非圆磨削的自动定位及在线测量方法和装置”、“大尺寸凸轮非圆磨削智能寻位及在线测量方法”和“一种数控凸轮磨床”,所述的3篇文献中的第一篇其在线测量属于接触式测量,测量精度低,接触测量过程中可能造成加工后的凸轮表面受到损伤,而且测量头易磨损。第二篇文献其在线测量属于激光图像测量,检测装置复杂,制造维护成本较高。上述的前2种凸轮轮廓磨削装置和检测方法都只用于平面盘形凸轮外轮廓。第三篇文献则是只能进行加工,检测时仍需将凸轮将设备上取下通过另外的检测设备进行检测。
发明内容
本发明的目的是提出一种对平面共轭凸轮的内外轮廓分别同步磨削和在线检测的连续作业的控制方法。
实现本发明目的的基本技术方案是:一种平面共轭凸轮轮廓检测和磨削加工装置的控制方法,其特点是:采用的平面共轭凸轮轮廓检测和磨削加工装置包括控制系统、机身、设置在机身上的可沿X轴Y轴运动的工作台机构、固定设置在工作台机构上的凸轮旋转机构和固定设置在机身上的检测磨削装置。所述控制系统控制工作台机构、凸轮旋转机构和检测磨削装置的动作。检测磨削装置包括磨削机构和在线检测装置。
上述磨削机构包括磨削工作台和砂轮磨头。磨削工作台固定设置在机身上。在线检测装置包括凸轮外轮廓在线检测装置和凸轮内轮廓在线检测装置。凸轮外轮廓在线检测装置包括第一激光测量头、第一直线电机和第一直线电机驱动器。第一直线电机由其定子固定设置在磨削机构的磨削工作台的后侧上。第一激光测量头通过第一连接测量杆固定设置在第一直线电机的动子上,由控制系统通过第一直线电机驱动器控制第一直线电机的动子带动第一激光测量头进行X向移动测量平面共轭凸轮的外轮廓尺寸。凸轮内轮廓在线检测装置包括第二激光测量头、第二直线电机和第二直线电机驱动器。第二直线电机由其定子固定设置在磨削机构的磨削工作台的前侧上。第二激光测量头通过第二连接测量杆固定设置在第二直线电机的动子上,由控制系统通过第二直线电机驱动器控制第二直线电机的动子带动第二激光测量头进行X向移动测量平面共轭凸轮的内轮廓尺寸。第一激光测量头、第二激光测量头与磨削机构的砂轮磨头处于同一X-Y平面上,且三者的轴线相互平行,并且平面共轭凸轮的轴线位于X-Y平面上。
上述第一激光测量头与砂轮磨头的轴线的基准间距为Lw,第二激光测量头与砂轮磨头的轴线的基准间距为Ls,在所述平面共轭凸轮的旋转角度为θi时,平面共轭凸轮的安装轴线与砂轮磨头的轴线的间距为lui,平面共轭凸轮端面与磨削工作台Y轴线的间距为lvi,在线测量的平面共轭凸轮的外轮廓与第一激光测量头的间距测量值为l1i,在线测量的平面共轭凸轮内轮廓与第二激光测量头的间距测量值为l2i,0°≤θi≤360°,θi=360/n,i=1,2,3......,n。n为平面共轭凸轮100旋转一周的过程中同时检测θi、l1i和l2i测量值的次数。
上述平面共轭凸轮轮廓检测和磨削加工装置的控制方法具有以下步骤:
①、由检测磨削装置的在线检测装置对平面共轭凸轮内外轮廓尺寸在线测量。在线测量分为平面共轭凸轮磨削前和磨削结束后以及磨削工作中测量。在平面共轭凸轮磨削前和磨削结束后状态,使平面共轭凸轮旋转1周以每个θi角度均分做“间歇旋转”运动,在每个间歇旋转周期,第一激光测量头与第二激光测量头分别也可同时在平面共轭凸轮的轴向轮廓线上做快速往复运动进行测量。在平面共轭凸轮磨削中在线测量,使平面共轭凸轮旋转1周以每个θi角度均分做缓慢连续旋转运动,第一激光测量头与第二激光测量头分别在平面共轭凸轮的轴向内外轮廓线上做快速往复运动进行测量。平面共轭凸轮的旋转速度为1转/60分至1转/20分。第一激光测量头与第二激光测量头的往复直线运动的速度为3000毫米/分至10000毫米/分。
②、根据测得的平面共轭凸轮的内外轮廓尺寸计算出平面共轭凸轮的外轮廓极坐标径向尺寸和内轮廓极坐标径向尺寸并与要加工的平面共轭凸轮的外内轮廓极坐标径向尺寸进行比较,得出加工误差和加工余量。然后将平面共轭凸轮外轮廓极坐标径向尺寸最大值作为平面共轭凸轮磨削的加工零点。然后通过工作台带动平面共轭凸轮使外轮廓移向砂轮磨头处,完成平面共轭凸轮加工零点自动定位。并根据测量数据自动确定粗磨平面共轭凸轮外轮廓的加工进给量。
③、根据步骤②确定的加工进给量由检测磨削装置的磨削机构对平面共轭凸轮的外轮廓进行粗磨磨削加工,同时由在线检测装置的凸轮内轮廓在线检测装置对平面共轭凸轮的内轮廓进行测量。
④、完成平面共轭凸轮的外轮廓进行粗磨磨削加工后,回到加工零点,由检测磨削装置的磨削机构对平面共轭凸轮的内轮廓进行粗磨磨削加工,同时由在线检测装置的凸轮外轮廓在线检测装置对平面共轭凸轮的外轮廓进行测量。根据测量的数据计算出下一步精磨平面共轭凸轮外轮廓的加工进给量。
⑤、完成平面共轭凸轮的内轮廓的粗磨磨削加工后,回到加工零点,根据步骤④中的精磨平面共轭凸轮外轮廓的加工进给量由检测磨削装置的磨削机构对平面共轭凸轮的外轮廓进行精磨磨削加工,同时由在线检测装置的凸轮内轮廓在线检测装置对平面共轭凸轮的内轮廓进行测量。根据测量的数据计算出下一步精磨平面共轭凸轮内轮廓的加工进给量。
⑥、完成平面共轭凸轮的外轮廓的精磨磨削加工后,回到加工零点,根据步骤⑤中的精磨平面共轭凸轮内轮廓的加工进给量由检测磨削装置的磨削机构对平面共轭凸轮的外轮廓进行精磨磨削加工,同时由在线检测装置的凸轮外轮廓在线检测装置对平面共轭凸轮的外轮廓进行测量。
⑦、完成平面共轭凸轮的内轮廓的精磨磨削加工后,由在线检测装置的凸轮内轮廓在线检测装置对平面共轭凸轮的内轮廓进行测量并计算出平面共轭凸轮内轮廓极坐标径向尺寸。根据步骤⑥中测得的平面共轭凸轮的外轮廓数据计算出外轮廓极坐标径向尺寸。将上述平面共轭凸轮外、内轮廓极坐标径向尺寸与要加工的平面共轭凸轮外、内轮廓极坐标径向尺寸进行比较,得出平面共轭凸轮外、内轮廓极坐标径向尺寸加工误差判断加工平面共轭凸轮是否合格,如果需要修复补偿可以自动重复上述相应步骤对平面共轭凸轮轮廓进行进一步磨削加工。
以上述基本技术方案为基础的技术方案是:所述步骤①中的第一激光测量头与第二激光测量头在平面共轭凸轮的轴向轮廓线上测量一次的时间为0.12秒至2秒。
以上述相应技术方案为基础的技术方案是:所述步骤①中的平面共轭凸轮内外轮廓尺寸在线测量,第一激光测量头与第二激光测量头的初始位置在X轴方向各自直线电机定子x1处,并且使第一激光测量头与第二激光测量头处于同一沿前后向设置的铅垂面上。通过工作台机构沿X轴Y轴运动带动凸轮旋转机构使待加工的平面共轭凸轮进入测量位置lui>Ls,lvi=x1且lvi2进行测量。
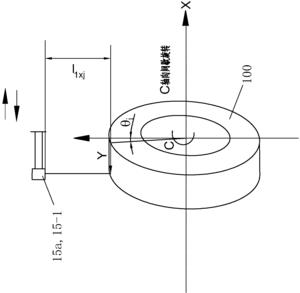
以上述技术方案为基础的技术方案是:所述步骤②测量时以平面共轭凸轮任意位置θi为测量零点,测量使平面共轭凸轮旋转1周以每个θi角度均分做旋转运动,在每个凸轮旋转过程,第一激光测量头与第二激光测量头分别在平面共轭凸轮的轴向轮廓线上做快速往复运动进行测量。第一激光测量头测得此θi位置的1组l1xj轴向外轮廓线数据,第二激光测量头测得此θi位置的1组l2xj轴向内轮廓线数据,其中j为激光测量头在轴向轮廓线的采样次数,通过对每组数据“去极值”和“平均值”数据滤波最终得出该θi位置的l1i和l2i。
通过上述方法测得平面共轭凸轮外轮廓和内轮廓的每个θi角度位置的l1i和l2i,以及平面共轭凸轮的安装轴线与砂轮磨头轴线的间距坐标lui,可计算得出平面共轭凸轮的外轮廓极坐标径向尺寸ρ1(θi)=lui+Lw-l1i。平面共轭凸轮的内轮廓极坐标径向尺寸ρ2(θi)=lui-Ls+l2i。将所述的ρ1(θi)和ρ2(θi)与要加工的平面共轭凸轮的外内轮廓极坐标径向尺寸ρ1=ρ(θ)和ρ2=ρ(θ)相比较,得出加工误差和加工余量。
将测得的平面共轭凸轮外轮廓极坐标径向尺寸最大值ρ1max(θi)点作为平面共轭凸轮磨削的加工零点,此时重新定义此处的加工零点尺寸θi=θ0,外轮廓l1i=l10,内轮廓l2i=l20,控制平面共轭凸轮旋转定位于平面共轭凸轮转角θ0、外轮廓l10和内轮廓l20,则平面共轭凸轮位于加工零点。
上述控制工作台移动使得平面共轭凸轮端面基准尺寸lvi=x0。控制第一直线电机由其动子带动第一激光测量头位于lvi=x1处,控制第二直线电机由其动子带动第二激光测量头位于lvi=x1处,同时控制工作台移动使得平面共轭凸轮的端面位于x0处,完成平面共轭凸轮加工零点自动定位。
以上述技术方案为基础的技术方案是:所述步骤③通过待加工毛坯平面共轭凸轮加工零点定位后,工作台带动平面共轭凸轮使外轮廓移向砂轮磨头处,磨削加工采用控制平面共轭凸轮二轴联动数控插补运动与砂轮磨头相对旋转运动实现平面共轭凸轮外轮廓粗磨削。加工进给量根据上述在线测量平面共轭凸轮毛坯的加工余量确定。在磨削内轮廓的同时,第二激光测量头在平面共轭凸轮的轴向轮廓线上做往复运动进行测量,测得平面共轭凸轮的轴向内轮廓线数据。
以上述技术方案为基础的技术方案是:所述步骤④在完成上述毛坯平面共轭凸轮外轮廓粗磨削后,工作台带动平面共轭凸轮回到加工零点θ0处,采用上述平面共轭凸轮外轮廓粗磨削的方法进行平面共轭凸轮内轮廓粗磨削。在磨削平面共轭凸轮内轮廓粗磨削的同时,通过第一激光测量头完成平面共轭凸轮外轮廓尺寸的测量,即第一激光测量头在平面共轭凸轮的轴向轮廓线上做往复运动进行测量,测得1组l1xj轴向轮廓线数据,通过对每组数据“去极值”和“平均值”数据滤波最终得出该位置的l1i,通过上述公式计算得出ρ1(θi),进而确定下一步精磨外轮廓的加工进给量。
以上述技术方案为基础的技术方案是:所述步骤⑤完成上述毛坯平面共轭凸轮内轮廓粗磨削后,根据上述确定的精磨外轮廓的加工进给量采用上述平面共轭凸轮外轮廓粗磨削的方法进行平面共轭凸轮外轮廓精磨削。同时通过第二激光测量头完成内轮廓尺寸的测量,即第二激光测量头在平面共轭凸轮的轴向轮廓线上做往复运动进行测量,测得1组l2xj轴向轮廓线数据,通过对每组数据“去极值”和“平均值”数据滤波最终得出该位置的l2i,通过上述公式计算得出ρ2(θi),进而确定下一步精磨内轮廓的加工进给量。
以上述技术方案为基础的技术方案是:所述步骤⑥根据上述测得的精磨内轮廓的加工进给量采用步骤④所述的方法进行平面共轭凸轮内轮廓精磨削的同时进行平面共轭凸轮外轮廓尺寸的测量。
以上述技术方案为基础的技术方案是:所述步骤⑦完成精磨平面共轭凸轮的内轮廓后,采取上述的检测方法检测平面共轭凸轮的外轮廓尺寸ρ1(θi)和内轮廓尺寸ρ2(θi)。同时将所述的ρ1(θi)和ρ2(θi)与要加工的平面共轭凸轮外内轮廓极坐标径向尺寸ρ1=ρ(θ)和ρ2=ρ(θ)相比较,得出平面共轭凸轮外内轮廓极坐标径向尺寸加工误差判断加工平面共轭凸轮是否合格,如果需要修复补偿可以自动重复上述相应的加工步骤。
本发明具有积极的效果:
(1)、本发明的这种对平面共轭凸轮的每个轮廓交替进行在线测量和磨削的连续作业方法,工作时,先可由人工将平面共轭凸轮安装固定在凸轮旋转机构上,再由相应的在线检测装置对平面共轭凸轮的内外轮廓依次或同时进行初始的在线检测,或者对内外轮廓的一个轮廓进行初始的在线检测。然后,即可由控制系统对照预先设定的与相应的测量值所对应的加工余量控制磨削机构对平面共轭凸轮的已测轮廓进行磨削加工。控制系统在控制磨削加工某个轮廓的同时,还控制在线检测装置对平面共轭凸轮的另一个轮廓进行相应的在线检测,从而为下一步对该另一个轮廓的磨削加工提供依据。不需要将平面共轭凸轮从凸轮旋转机构上卸下即可完成检测,不仅提高了工作效率,而且能充分保证平面共轭凸轮内外轮廓尺寸的共轭性,同时也有效地提高了测量精度以及加工精度和表面粗糙度等级。
(2)、本发明的在线检测装置采用“激光扫描线测”的方法来测量平面共轭凸轮轮廓尺寸,也即分别通过第一激光测量头和第二激光测量头对平面共轭凸轮的周向内外侧表面在做左右向(也即X方向)的往复运动的同时进行测量,而得到相应的θi位置的2组l1xj和l2xj轴向轮廓线数据,通过对每组数据“去极值”和“平均值”数据滤波最终得出该θi位置的l1i和l2i,有效避免了传统“点测”的测量误差,进一步提高了测量精度。
(3)、平面共轭凸轮的内外轮廓各自由多个不同升程曲线组成,必须在磨削加工前确定一个恰当的磨削定位起点(加工零点)才保证加工精度。另外,还需根据毛坯尺寸大小的不同确定相应的加工余量,以及根据加工余量的分布确定平面共轭凸轮轮廓的各个部位的磨削加工进给量。本发明的方法采用平面共轭凸轮加工零点自动定位和自动检测平面共轭凸轮的内外轮廓尺寸,在线自动确定平面共轭凸轮粗精磨加工进给量,并能在线测量平面共轭凸轮加工后的加工误差,实现修复以及刀具磨损诊断功能,改变传统“靠经验确定加工进给量”和“手工离线检测”方法,大大提高平面共轭凸轮磨削加工的效率,并能有效地提高加工精度和表面粗糙度等级。
附图说明
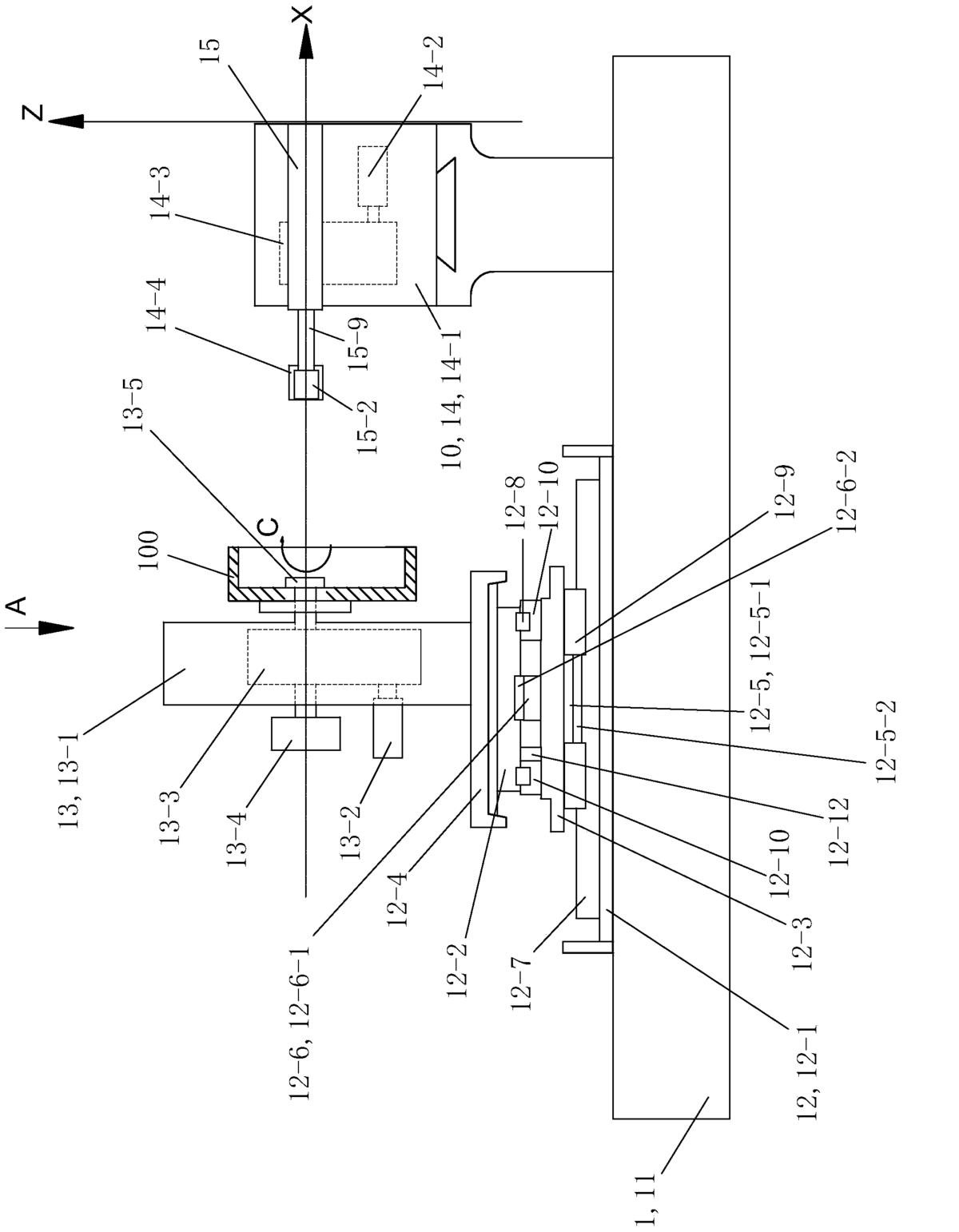
图1为采用本发明的方法的平面共轭凸轮轮廓检测和磨削加工装置的结构示意图;
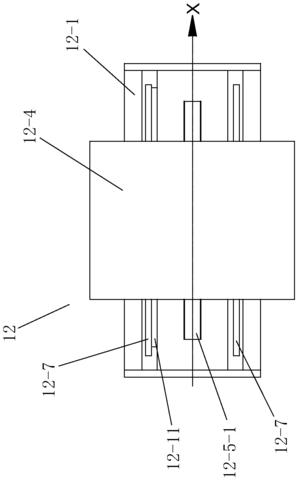
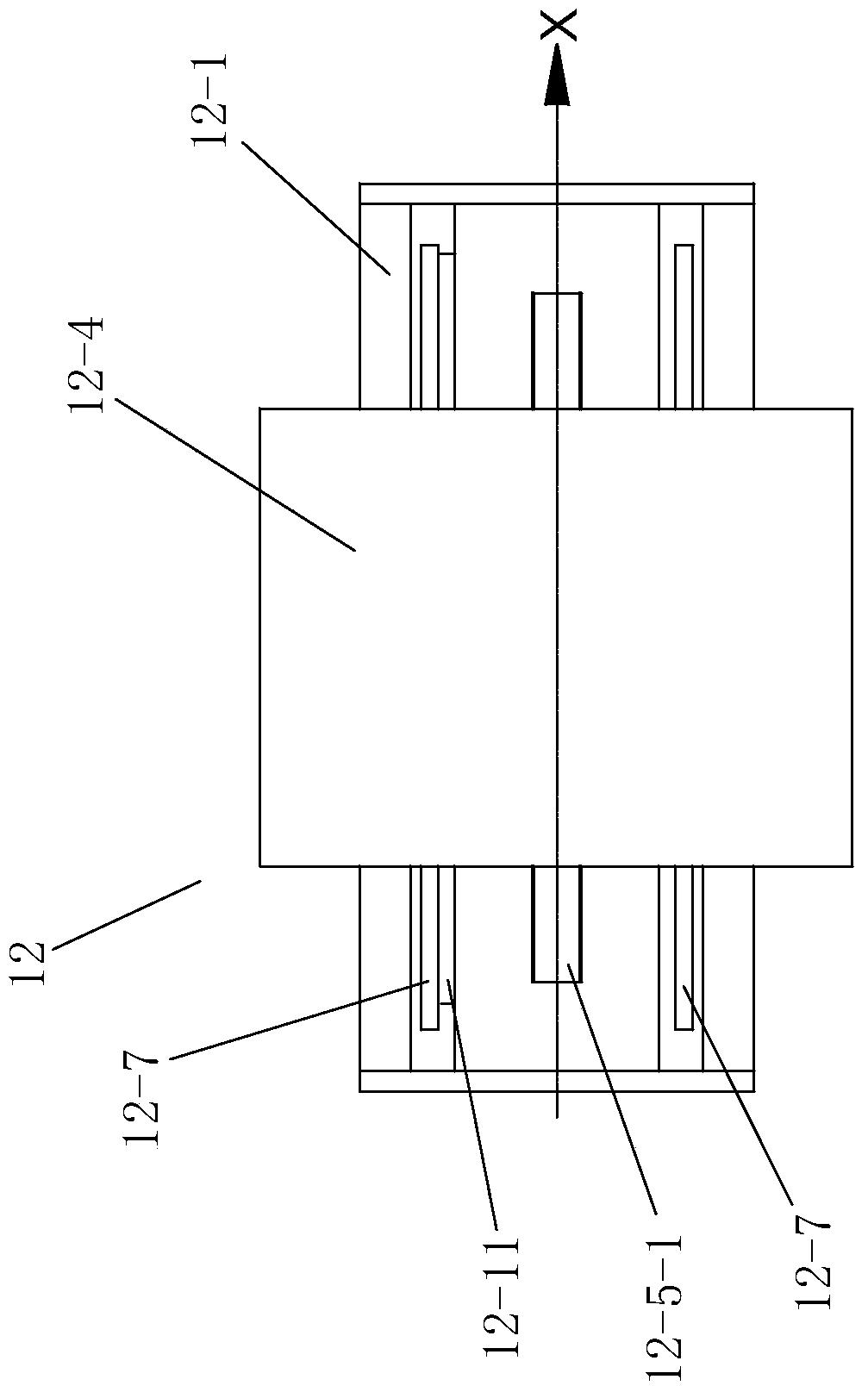
图2为图1中的工作台机构的俯视示意图;
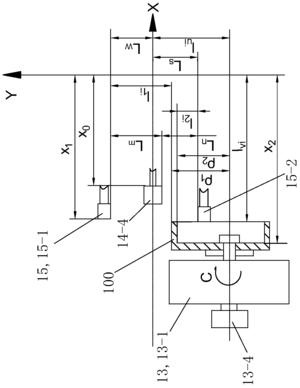
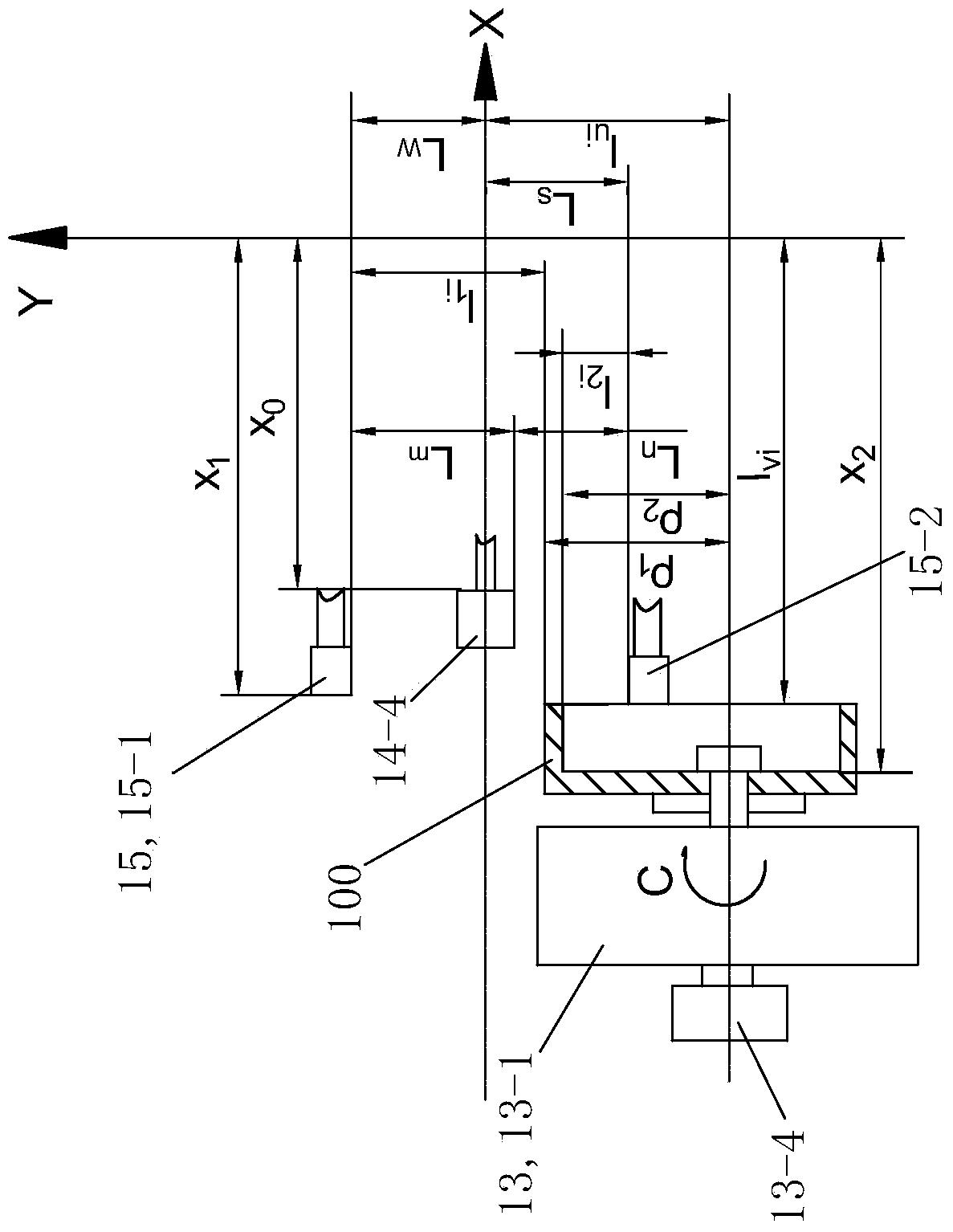
图3为本发明的检测磨削装置在同时测量平面共轭凸轮毛坯内外轮廓时的测量原理示意图,图中的第一激光测量头和第二激光测量头在X方向上均位于测量的一个设定的起始位置;图3的观察方向与图1的A向相同;
图4为图3中的第一激光测量头测量平面共轭凸轮外轮廓的示意图,图中的第一激光测量头位于测量的一个设定的终止位置;
图5为图3所示的检测磨削装置在对平面共轭凸轮的外轮廓进行磨削的同时还在线测量其内轮廓的示意图;
图6为图3所示的检测磨削装置在对平面共轭凸轮的内轮廓进行磨削的同时还在线测量其外轮廓的示意图;
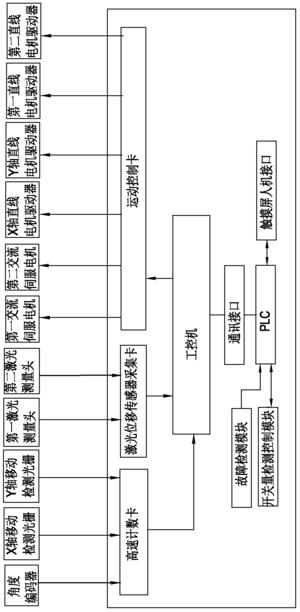
图7为本发明的控制系统的示意图;
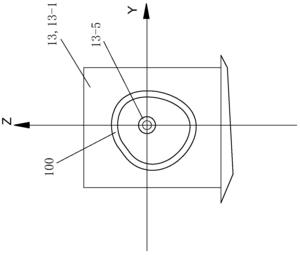
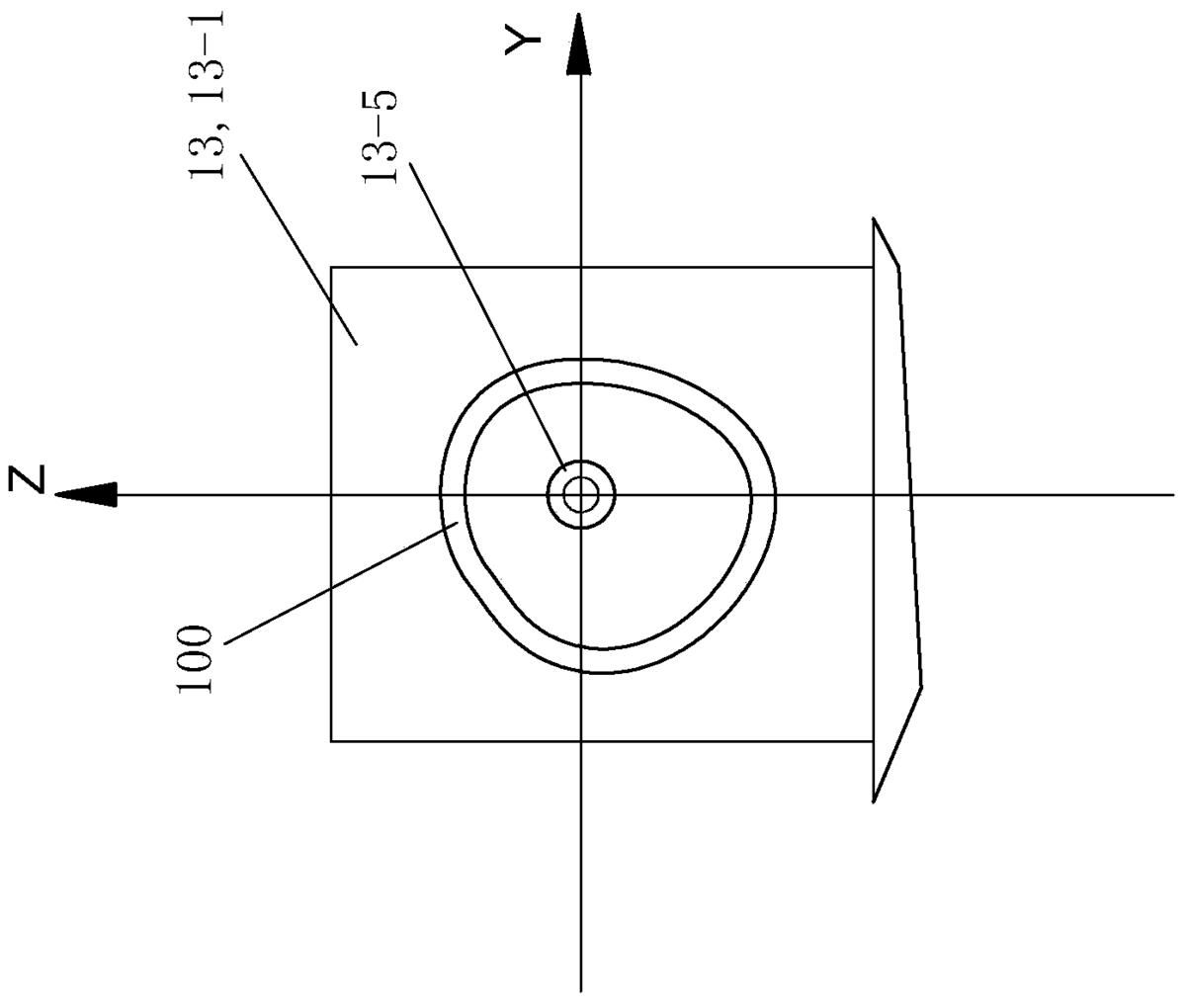
图8为从图1的右方观察时加工好的平面共轭凸轮的示意图;
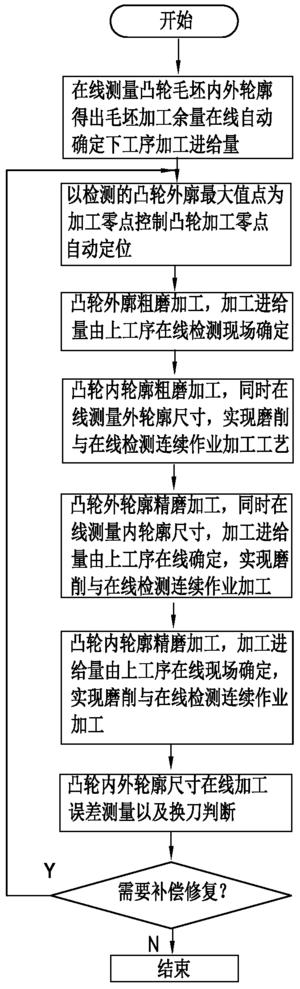
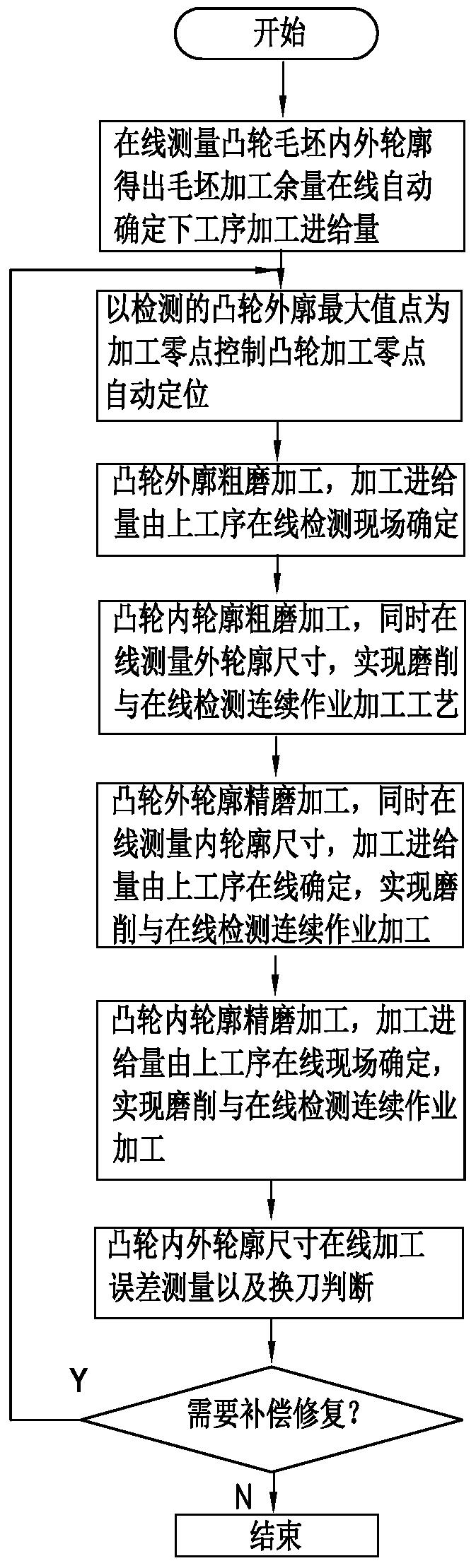
图9为控制方法流程图。
上述附图中的标记如下:
平面共轭凸轮轮廓检测和磨削加工装置1,机身11,
工作台机构12,X轴底座12-1,Y轴底座12-2,连接座12-3,工作台12-4,X轴直线电机12-5,定子12-5-1,动子12-5-2,Y轴直线电机12-6,定子12-6-1,动子12-6-2,X轴直线导轨12-7,Y轴直线导轨12-8,X轴直线导轨滑块12-9,Y轴直线导轨滑块12-10,X轴移动检测光栅12-11,Y轴移动检测光栅12-12,
凸轮旋转机构13,主立柱13-1,第一交流伺服电机13-2,减速箱13-3,角度编码器13-4,固定螺母13-5,
检测磨削装置10,磨削机构14,磨削工作台14-1,第二交流伺服电机14-2,调速箱14-3,砂轮磨头14-4,
在线检测装置15,凸轮外轮廓在线检测装置15a,第一激光测量头15-1,第一直线电机15-3,定子15-3-1,动子15-3-2,第一直线电机驱动器15-5,第一连接测量杆15-7,凸轮内轮廓在线检测装置15b,第二激光测量头15-2,第二直线电机15-4,定子15-4-1,动子15-4-2,第二直线电机驱动器15-6,第二连接测量杆15-9,
平面共轭凸轮100。
具体实施方式
本发明的方位的描述按照图1所示的方位进行,也即图1所示的上下左右方向即为描述的上下左右方向,图1所朝的一方为前方,背离图1的一方为后方。
(实施例1)
见图1和图2,本实施例的平面共轭凸轮轮廓检测和磨削的控制方法采用的平面共轭凸轮轮廓检测和磨削加工装置1包括控制系统、检测磨削装置10、机身11、移动工作台机构12和凸轮旋转机构13。移动工作台机构12设置在机身11上能相对于机身11在X-Y平面上运动,所述X-Y平面为与水平面呈任意夹角的平面(本实施例为水平面,即与水平面的夹角为0度),并且所进行的运动由控制系统控制。凸轮旋转机构13固定设置在工作台机构12上且其动作由控制系统控制、检测磨削装置10固定设置在机身11上且其动作由控制系统控制。
见图1和图2,工作台机构12包括X轴底座12-1、Y轴底座12-2、连接座12-3、工作台12-4、X轴直线电机12-5、Y轴直线电机12-6、X轴直线导轨12-7、Y轴直线导轨12-8、X轴直线导轨滑块12-9、Y轴直线导轨滑块12-10、X轴移动检测光栅12-11和Y轴移动检测光栅12-12。X轴底座12-1设置在机身11上,Y轴底座12-2通过连接座12-3与X轴底座12-1呈相互垂直设置。X轴直线导轨滑块12-9设置在连接座12-3的下侧上,X轴直线导轨12-7沿X向设置在X轴底座12-1上侧上,X轴直线导轨滑块12-9从上方向下滑动配合设置在X轴直线导轨12-7上。X轴直线电机12-5的动子12-5-2固定设置在X轴底座12-1上侧上,X轴直线电机12-5的定子12-5-1固定设置在连接座12-3的下侧上。通过X轴直线电机12-5驱动连接座12-3沿X向水平运动。X轴移动检测光栅12-11设置在X轴直线导轨12-7的相应部位上与X轴直线电机12-5构成闭环控制,用来检测连接座12-3的X轴位移。本实施例的X轴移动检测光栅12-11采用长春光机数显公司SGC系列封闭式光栅。Y轴直线导轨12-8沿Y向设置在Y轴底座12-2下侧上,Y轴直线导轨滑块12-10设置在连接座12-3的上侧上,Y轴直线导轨滑块12-10从下向上滑动配合设置在Y轴直线导轨12-8上。Y轴直线电机12-6的动子12-6-2固定设置在连接座12-3的上侧上,Y轴直线电机12-6的定子12-6-1固定设置在Y轴底座12-2的下侧上。通过Y轴直线电机12-6驱动Y轴底座12-2沿Y向水平运动。工作台12-4固定设置在Y轴底座12-2上侧上。Y轴移动检测光栅12-12设置在Y轴直线导轨12-8的相应部位上与Y轴直线电机12-6构成闭环控制,用来检测Y轴底座12-2的Y轴位移。本实施例的Y轴移动检测光栅12-12采用长春光机数显公司SGC系列封闭式光栅。本实施例的X轴移动检测光栅12-11和Y轴移动检测光栅12-12均采用长春光机数显公司SGC系列封闭式光栅。本实施例中X轴直线电机12-5和Y轴直线电机12-6均采用科尔摩根公司的直接驱动直线电机(DDL)系列。
见图1,凸轮旋转机构13包括主立柱13-1、第一交流伺服电机13-2、减速箱13-3、角度编码器13-4和固定螺母13-5。主立柱13-1铅垂固定设置在工作台机构12的工作台12-4上。第一交流伺服电机13-2固定设置在主立柱13-1上。减速箱13-3固定设置在主立柱13-1上。减速箱13-3的输出轴沿X向设置,且朝向右方。角度编码器13-4同轴设置在输出轴的左端上,本实施例的角度编码器13-4采用无锡瑞普ZKT11系列光电编码器。固定螺母13-5旋合在输出轴的右端上,并将平面共轭凸轮100夹紧固定在输出轴右端相应部位上。由第一交流伺服电机13-2驱动减速箱13-3并通过减速箱13-3的输出轴带动平面共轭凸轮100绕C轴旋转,由角度编码器13-4测量平面共轭凸轮100的旋转角度。
见图1、图3、图5和图6,检测磨削装置10包括磨削机构14和在线检测装置15。磨削机构14包括磨削工作台14-1、第二交流伺服电机14-2、调速箱14-3和砂轮磨头14-4。磨削工作台14-1固定设置在机身11上。调速箱14-3固定在磨削工作台14-1上,调速箱14-3的输出轴沿X向设置,且朝向左方。砂轮磨头14-4固定设置在调速箱14-3的输出轴的左端上。第二交流伺服电机14-2固定设置在磨削工作台14-1上,第二交流伺服电机14-2与调速箱14-3的输入轴连接,由第二交流伺服电机14-2驱动调速箱14-3并通过调速箱14-3的输出轴带动砂轮磨头14-4转动,并由控制系统控制第二交流伺服电机14-2的转速来调节砂轮磨头14-4的磨削加工速度。本实施例中的第一交流伺服电机和第二交流伺服电机均采用施耐德公司的Lexium 23D系列交流伺服电机。
见图1、图3、图5和图6,在线检测装置15包括凸轮外轮廓在线检测装置15a和凸轮内轮廓在线检测装置15b。凸轮外轮廓在线检测装置15a包括第一激光测量头15-1、第一直线电机15-3和第一直线电机驱动器15-5。第一直线电机15-3由其定子15-3-1固定设置在磨削机构14的磨削工作台14-1的后侧上。第一激光测量头15-1通过第一连接测量杆15-7固定设置在第一直线电机15-3的动子15-3-2上,由控制系统通过第一直线电机驱动器15-5控制第一直线电机15-3的动子15-3-2带动第一激光测量头15-1进行X向移动测量平面共轭凸轮的外轮廓尺寸。凸轮内轮廓在线检测装置15b包括第二激光测量头15-2、第二直线电机15-4和第二直线电机驱动器15-6。第二直线电机15-4由其定子15-4-1固定设置在磨削机构14的磨削工作台14-1的前侧上。第二激光测量头15-2通过第二连接测量杆15-9固定设置在第二直线电机15-4的动子15-4-2上,由控制系统通过第二直线电机驱动器15-6控制第二直线电机15-4的动子15-4-2带动第二激光测量头15-2进行X向移动测量平面共轭凸轮的内轮廓尺寸。第一激光测量头15-1、第二激光测量头15-2与磨削机构14的砂轮磨头14-4处于同一X-Y平面上,且三者的轴线相互平行,并且平面共轭凸轮的轴线位于X-Y平面上。本实施例的第一激光测量头15-1和第二激光测量头15-2均采用美国Banner公司L-GAGE LH系列激光测距位移传感器,该传感器测量精度最小能达到1μm。本实施例中的第一直线电机和第二直线电机均采用科尔摩根公司的直接驱动直线电机(DDL)系列。
当平面共轭凸轮轮廓检测和磨削加工装置1由其检测磨削装置10的磨削机构14的砂轮磨头14-4对平面共轭凸轮100的外轮廓进行磨削加工时,由凸轮内轮廓检测装置15b的第二激光测量头15-2沿平面共轭凸轮100的轴向做往复运动并对平面共轭凸轮100内轮廓轴向上的轮廓线进行测量;当平面共轭凸轮轮廓检测和磨削加工装置1由其检测磨削装置10的磨削机构14的砂轮磨头14-4对平面共轭凸轮100的内轮廓进行磨削加工时,由凸轮外轮廓检测装置15a的第一激光测量头15-1在平面共轭凸轮100的轴向上做往复运动并对平面共轭凸轮100外轮廓轴向上的轮廓线进行测量,当凸轮旋转一周,则检测磨削装置10能同时对平面共轭凸轮100的内外轮廓中的一个轮廓的尺寸在周向上进行在线检测和对平面共轭凸轮100的内外轮廓中的另一个轮廓进行磨削。见图7,控制系统包括高速计数卡、激光位移传感器采集卡、运动控制卡、工控机、PLC、开关量检测控制模块、故障检测模块和触摸屏人机接口。本实施例的高速计数卡采用研华公司PCI-1784U,激光位移传感器采集卡采用研华公司PCI-1710HGU,运动控制卡采用研华公司PCI-1245,工控机采用研华ARK系列嵌入式工控机,PLC采用施耐德公司的M258高性能PLC。
X轴移动检测光栅12-11、Y轴移动检测光栅12-12和角度编码器13-4与高速计数卡信号电连接,高速计数卡与工控机信号电连接。高速计数卡用于采集X轴移动检测光栅12-11和Y轴移动检测光栅12-12检测的XY轴位移信号和角度编码器13-4检测的平面共轭凸轮100旋转角度信号,再把采集的信号输入到工控机。
第一激光测量头21和第二激光测量头22与激光位移传感器采集卡信号电连接,激光位移传感器采集卡与工控机信号电连接。激光位移传感器采集卡用于采集第一激光测量头15-1实时检测的第一激光测量头21与平面共轭凸轮100外轮廓之间的距离信号和第二激光测量头15-2实时检测的第二激光测量头22与平面共轭凸轮100内轮廓之间的距离信号,并将信号输入到工控机。
X轴直线电机驱动器、Y轴直线电机驱动器、第一交流伺服电机13-2、第二交流伺服电机14-2、第一直线电机驱动器15-5和第二直线电机驱动器15-6与运动控制卡信号电连接。运动控制卡通过X轴直线电机驱动器控制X轴直线电机12-5的动作,进而控制工作台12-4在X向上的动作;运动控制卡通过Y轴直线电机驱动器控制Y轴直线电机12-6的动作,进而控制工作台12-4在Y向上的动作。运动控制卡通过第一交流伺服电机驱动器控制第一交流伺服电机13-2的动作,进而控制平面共轭凸轮100绕C轴旋转动作。运动控制卡通过第二交流伺服电机驱动器控制第二交流伺服电机14-2的动作,进而控制砂轮磨头14-4的动作。运动控制卡通过第一直线电机驱动器15-5控制第一直线电机15-3动作,进而控制第一激光测量头15-1在X向上的动作。运动控制卡通过第二直线电机驱动器26控制第二直线电机15-4动作,进而控制第二激光测量头15-2在X向上的动作。运动控制卡与工控机信号电连接。
工控机通过通讯接口与PLC相连。故障检测模块与PLC信号电连接;开关量检测控制模块与PLC双向信号电连接;触摸屏人机接口与PLC双向信号电连接。
见图3和图4,第一激光测量头15-1与砂轮磨头14-4的轴线的基准间距为Lw,第二激光测量头15-6与砂轮磨头14-4的轴线的基准间距为Ls,在所述平面共轭凸轮100的旋转角度为θi时,平面共轭凸轮100的安装轴线与砂轮磨头14-4的轴线的间距为lui,平面共轭凸轮100端面与磨削工作台14-1Y轴线的间距为lvi,在线测量的平面共轭凸轮100的外轮廓与第一激光测量头15-1的间距测量值为l1i,在线测量的平面共轭凸轮100内轮廓与第二激光测量头15-2的间距测量值为l2i,0°≤θi≤360°,θi=360/n,i=1,2,3......,n;n为平面共轭凸轮100旋转一周的过程中同时检测θi、l1i和l2i测量值的次数,n的值越大,测得的平面共轭凸轮100内外轮廓的极坐标径向尺寸数据越精确。
见图3至图9,上述平面共轭凸轮轮廓检测和磨削加工装置的控制方法包括以下步骤:
①、平面共轭凸轮内外轮廓尺寸在线测量:在线测量分为平面共轭凸轮100磨削前和磨削结束后以及磨削工作中测量;在平面共轭凸轮100磨削前和磨削结束后状态,使平面共轭凸轮100旋转1周以每个θi角度均分做“间歇旋转”运动,在每个间歇旋转周期,第一激光测量头15-1与第二激光测量头15-2分别也可同时在平面共轭凸轮100的轴向轮廓线上做快速往复运动进行测量;在平面共轭凸轮100磨削中在线测量,使平面共轭凸轮100旋转1周以每个θi角度均分做缓慢连续旋转运动,第一激光测量头15-1与第二激光测量头15-2分别在平面共轭凸轮100的轴向内外轮廓线上做快速往复运动进行测量;
平面共轭凸轮100的旋转速度为1转/60分至1转/20分;第一激光测量头15-1与第二激光测量头15-2的往复直线运动的速度为3000毫米/分至10000毫米/分;第一激光测量头15-1与第二激光测量头15-2在平面共轭凸轮100的轴向轮廓线上测量一次的时间为0.12秒至2秒。
第一激光测量头15-1与第二激光测量头15-2的初始位置在X轴方向各自直线电机定子x1处,并且使第一激光测量头15-1与第二激光测量头15-2处于同一沿前后向设置的铅垂面上。通过工作台机构12沿X轴Y轴运动带动凸轮旋转机构13使待加工的毛坯平面共轭凸轮100进入测量位置lui>Ls,lvi=x1且lvi2进行测量。
②、平面共轭凸轮加工零点自动定位:测量时以平面共轭凸轮100任意位置θi为测量零点,测量使平面共轭凸轮100旋转1周以每个θi角度均分做旋转运动(凸轮磨削前后做间歇旋转运动,凸轮磨削中做缓慢旋转运动),在每个凸轮旋转过程,第一激光测量头15-1与第二激光测量头15-2分别在平面共轭凸轮100的轴向轮廓线上做快速往复运动进行测量。第一激光测量头15-1测得此θi位置的1组l1xj轴向外轮廓线数据,第二激光测量头15-2测得此θi位置的1组l2xj轴向内轮廓线数据,其中j为激光测量头在轴向轮廓线的采样次数,通过对每组数据“去极值”和“平均值”数据滤波最终得出该θi位置的l1i和l2i。这种“激光扫描线测”平面共轭凸轮轮廓尺寸的测量方法可避免传统“点测”的测量误差,有效提高测量精度。
通过上述方法测得平面共轭凸轮100外轮廓和内轮廓的每个θi角度位置的l1i和l2i,以及平面共轭凸轮100的安装轴线与砂轮磨头14-4轴线的间距坐标lui,可计算得出平面共轭凸轮100的外轮廓极坐标径向尺寸ρ1(θi)=lui+Lw-l1i;平面共轭凸轮100的内轮廓极坐标径向尺寸ρ2(θi)=lui-Ls+l2i。将所述的ρ1(θi)和ρ2(θi)与要加工的平面共轭凸轮100的外内轮廓极坐标径向尺寸ρ1=ρ(θ)和ρ2=ρ(θ)相比较,得出加工误差和加工余量。
将测得的平面共轭凸轮100外轮廓极坐标径向尺寸最大值ρ1max(θi)点作为平面共轭凸轮100磨削的加工零点,此时重新定义此处的加工零点尺寸θi=θ0,外轮廓l1i=l10,内轮廓l2i=l20,控制平面共轭凸轮100旋转定位于平面共轭凸轮100转角θ0、外轮廓l10和内轮廓l20,则平面共轭凸轮100位于加工零点;
控制工作台12-4移动使得平面共轭凸轮100端面基准尺寸lvi=x0。控制第一直线电机15-3由其动子带动第一激光测量头15-1位于lvi=x1处,控制第二直线电机15-4由其动子带动第二激光测量头15-2位于lvi=x1处,同时控制工作台12-4移动使得平面共轭凸轮100的端面位于x0处,完成平面共轭凸轮100加工零点自动定位。
③、平面共轭凸轮外轮廓粗磨及自动确定平面共轭凸轮内轮廓粗磨加工余量:通过上述毛坯平面共轭凸轮100加工零点定位后,工作台12-4带动平面共轭凸轮100使外轮廓移向砂轮磨头14-4处,磨削加工采用控制平面共轭凸轮100二轴联动数控插补运动(也即工作台Y轴移动和凸轮旋转轴C轴转动)与砂轮磨头11相对旋转运动实现平面共轭凸轮100外轮廓粗磨削。加工进给量根据上述在线测量平面共轭凸轮100毛坯的加工余量确定。同时采用“轮廓同步磨削和在线检测连续作业加工工艺”即在磨削平面共轭凸轮100外轮廓的同时,第二激光测量头15-2在平面共轭凸轮100的轴向轮廓线上做往复运动进行测量,测得平面共轭凸轮100的轴向内轮廓线数据。
④、平面共轭凸轮内轮廓粗磨及自动确定平面共轭凸轮外轮廓精磨加工余量:完成上述毛坯平面共轭凸轮100外轮廓粗磨削后,工作台12-4带动平面共轭凸轮100回到加工零点θ0处,采用上述平面共轭凸轮100外轮廓粗磨削的方法进行平面共轭凸轮100内轮廓粗磨削。同时采用“轮廓同步磨削和在线检测连续作业加工工艺”,即在磨削平面共轭凸轮100内轮廓粗磨削的同时,通过第一激光测量头15-1完成平面共轭凸轮100外轮廓尺寸的测量,即第一激光测量头15-1在平面共轭凸轮100的轴向轮廓线上做往复运动进行测量,测得1组l1xj轴向轮廓线数据,通过对每组数据“去极值”和“平均值”数据滤波最终得出该位置的l1i,通过上述公式计算得出ρ1(θi),进而确定下一步精磨外轮廓的加工进给量。
⑤、平面共轭凸轮外轮廓精磨及自动确定平面共轭凸轮内轮廓精磨加工余量:完成上述毛坯平面共轭凸轮100内轮廓粗磨削后,根据上述确定的精磨外轮廓的加工进给量采用上述平面共轭凸轮100外轮廓粗磨削的方法进行平面共轭凸轮100外轮廓精磨削。同时通过第二激光测量头15-2完成内轮廓尺寸的测量,即第二激光测量头15-2在平面共轭凸轮100的轴向轮廓线上做往复运动进行测量,测得1组l2xj轴向轮廓线数据,通过对每组数据“去极值”和“平均值”数据滤波最终得出该位置的l2i,通过上述公式计算得出ρ2(θi),进而确定下一步精磨内轮廓的加工进给量。
⑥、平面共轭凸轮内轮廓精磨及自动检测平面共轭凸轮外轮廓尺寸:根据上述测得的精磨内轮廓的加工进给量采用步骤④所述的方法进行平面共轭凸轮100内轮廓精磨削的同时进行平面共轭凸轮100外轮廓尺寸的测量。
⑦、平面共轭凸轮内外轮廓尺寸在线误差测量及修复补偿:完成精磨平面共轭凸轮(100)的内轮廓后,采取上述的检测方法检测平面共轭凸轮100外轮廓尺寸ρ1(θi)和内轮廓尺寸ρ2(θi)。同时将所述的ρ1(θi)和ρ2(θi)与要加工的平面共轭凸轮100外内轮廓极坐标径向尺寸ρ1=ρ(θ)和ρ2=ρ(θ)相比较,得出平面共轭凸轮100外内轮廓极坐标径向尺寸加工误差判断加工平面共轭凸轮100是否合格,如果需要修复补偿可以自动重复上述相应的加工步骤。如果在批量平面共轭凸轮加工后检测都出现误差过大,说明此时砂轮磨头磨损严重,可以针对加工误差的余量,对砂轮磨头进行适量的进给补偿。如果补偿后还出现明显的加工误差,系统提示砂轮磨头磨损严重,需要更换砂轮磨头刀具。
以上实施例仅供说明本发明之用,而非对本发明的限制,有关技术领域的技术人员在不脱离本发明的精神和范围的情况下,还可以作出各种变换和变化,具体应用过程中还可以根据上述实施例的启发进行相应的改造,因此所有等同的技术方案均应该归入本发明的专利保护范围之内。
价值度评估
技术价值
经济价值
法律价值
0 0 063.0分
0 50 75 100专利价值度是通过科学的评估模
型对专利价值进行量化的结果,
基于专利大数据针对专利总体特
征指标利用计算机自动化技术对
待评估专利进行高效、智能化的
分析,从技术、经济和法律价值
三个层面构建专利价值评估体
系,可以有效提升专利价值评估
的质量和效率。
总评:63.0分
该专利价值中等 (仅供参考)
本专利文献中包含【3 个技术分类】,从一定程度上而言上述指标的数值越大可以反映出所述专利的技术保护及应用范围越广。 【专利权的维持时间13 年】专利权的维持时间越长,其价值对于权利人而言越高。 尤其重要是,该专利 【权利转移1 次】、 都从侧面反应出该专利的技术、经济和法律价值。
技术价值 32.0
该指标主要从专利申请的著录信息、法律事件等内容中挖掘其技术价值,专利类型、独立权利要求数量、无效请求次数等内容均可反映出专利的技术性价值。 技术创新是专利申请的核心,若您需要进行技术借鉴或寻找可合作的项目,推荐您重点关注该指标。
部分指标包括:
授权周期(发明)
50 个月独立权利要求数量
0 个从属权利要求数量
0 个说明书页数
11 页实施例个数
0 个发明人数量
3 个被引用次数
0 次引用文献数量
0 个优先权个数
0 个技术分类数量
3 个无效请求次数
0 个分案子案个数
1 个同族专利数
0 个专利获奖情况
无保密专利的解密
否经济价值 9.0
该指标主要指示了专利技术在商品化、产业化及市场化过程中可能带来的预期利益。 专利技术只有转化成生产力才能体现其经济价值,专利技术的许可、转让、质押次数等指标均是其经济价值的表征。 因此,若您希望找到行业内的运用广泛的热点专利技术及侵权诉讼中的涉案专利,推荐您重点关注该指标。
部分指标包括:
申请人数量
1申请人类型
院校许可备案
0 次权利质押
0 次权利转移
1 个海关备案
否法律价值 22.0
该指标主要从专利权的稳定性角度评议其价值。专利权是一种垄断权,但其在法律保护的期间和范围内才有效。 专利权的存续时间、当前的法律状态可反映出其法律价值。故而,若您准备找寻权属稳定且专利权人非常重视的专利技术,推荐您关注该指标。
部分指标包括:
存活期/维持时间
13法律状态
有权-审定授权







 苏公网安备 32041202001399号
苏公网安备 32041202001399号



 loading...
loading...